




在激光焊接(英语 laser welding)过程中,激光将材料加热至熔化温度。激光束借助光学系统聚焦。通过激光束和工件之间的相对运动产生焊缝。为了防止焊接表面发生氧化,在激光焊接加工过程中会使用氩气作为保护气体。激光技术的研究开发和应用正在逐步发展,国外一些工业发达国家在国家层面出台相应政策和计划,促进激光技术的发展。在美国和欧洲过去的十年已经生产各种激光系统、设备。从2018年国外HTH登陆入口网页 方式占总销售数据来看,见下表,其中应用于焊接的激光的应用也占有相对大的比例,随着制造积累的经验会进一步促进焊接技术发展,同时也会加大激光在焊接方面的应用。
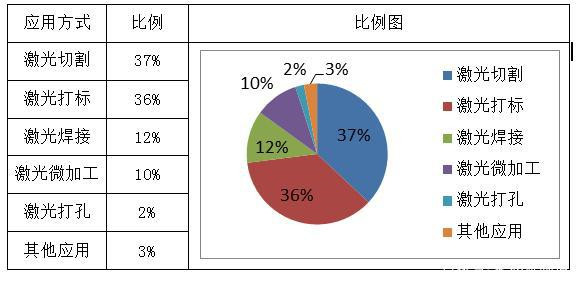
随着激光配套电子,光学技术的发展,激光设备市场也随之发展。针对不同激光器开发的激光打标机,激光切割机,激光焊接机等已经实现国产化,纷纷推向市场。国内激光器厂家已能量产中、小功率(30~500W)的Nd:YAG固体激光加工系统和高功率(100~5000W)加工系统,它们的使用也非常广泛。下表为广东省2018年的激光加工系统应用方式数据看出,单单2018年就有总数约24000台激光设备用在各行各业。

激光焊接机方面,国内的大族激光和光大激光已经批量化生产半自动的激光焊接机。通过对比总结,市面上待售激光焊接设备主要由以下方面组成:
激光系统方面
激光器多数选用进口元器件构成,用于焊接的激光器具体有Nd:YAG激光器、二氧化碳激光器以及光纤激光器。其中最常用的是Nd:YAG激光器。根据不同应用选用不同的激光器,使用工业电脑或PLC控制激光的波形、频率、脉宽等,进而控制激光能量,配合控制焊接工作台运动速度、运动方向实现可靠焊接。设置能量负反馈控制,通过尾部输出端能量检测装置检测与设定的能量差值,使其控制在一定的百分比内。提高输出激光能量的稳定性。部分机型设置焊接监控CCD,测温传感器。实时检测焊接区域的温度、焊接表面状况等,信息反馈到控制系统进行调控制,更进一步提高焊接品质。
机构方面
自带保护气体输送装置,用于传送惰性气体,以避免焊接过程氧化进而保护焊缝。焊接时保护气体的加载方式有固定型和移动型,移动型使得焊接时保护气体输送位置更加靠近焊接点。控制系统能对参数进行设置和实时显示,当某一部位发生异常时系统会报警并给予提示。激光焊机内置X/Y/Z运动,根据需要可加装旋转轴用于受控焊缝。焊接工件或激光头运动的精度、重复精度对焊接精度影响很大,多选用高档滚珠丝杆或直线滑轨。按光束与焊接工件的相对运动,根据不同的加工难度,激光加工机可进行为二轴、三轴,四轴甚至四轴以上的运动,这些多由伺服系统执行。
激光加工机多由多维伺服系统构成,通过伺服运动组合,加工不同的形状和位置可以实现三维加工,像在汽车车身切割,能大幅降低成本,缩短新产品上市时间。市场上常见的有焊接机器人,和桌面焊接机。它的特点是柔性度较高,针对不同的产品可以快速切换焊接路径,焊接参数。它的缺点是不提供自动上料,不考虑加工的效率,投入和产出不匹配。激光焊接也存在一些缺点,但优点更明显,故已逐渐用于紧固其他类产品,成为制造业不可缺少的技术手段。
实践证明,焊接质量水平影响着工程的进度以及质量,焊接设备的加工质量、精度与自动化水平直接影响着焊接质量。因此对激光焊接设备的自动化方式、结构和控制系统进行研究显得格外重要。 在微型电机行业,生产批量大,就很有必要开发新的工装系统,实现激光焊接自动上料和高效率生产。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

