






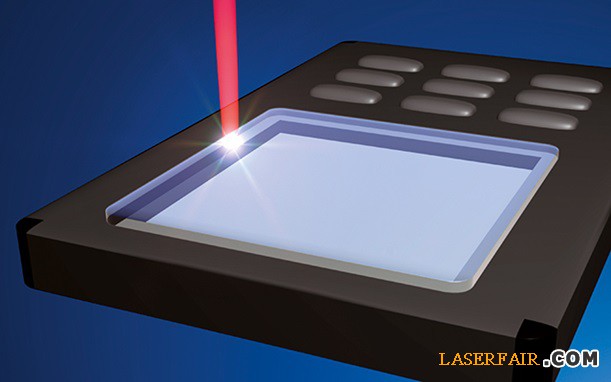
进行轮廓焊接时,聚焦的激光射束沿着焊缝依次运行,并将其局部熔化。因几何比例较小所以此时焊接体积也较小,能够避免熔化材料溢出。相对运动则通过部件、激光器或两者组合的移动来实现。
特性和应用:
- 点状激光束
- 高度灵活性
- 任意 2D 接合线
- 在部件频繁更换的情况下使用最为理想

同步焊接
同時溶着
使用此方法时,所有焊缝均同步-即同时-由一台或多台激光器进行加热。因其结构紧凑所以通常使用高功率而激光激光器。也可极为方便地实现线性焊缝。借助新研发的特殊射束成形元件,如今也几乎可以实现任意射束形状。
特性和应用:
- 进程时间短
- 无相对运动
- 可弥合缝隙
- 适用于大批量生产
准同步焊接
同時溶着

两个扫描器反射镜将点状激光束偏转,并以极高速度将其沿焊接轮廓进行引导。每秒中将多次处理接合面,由此激光射束将整个焊缝同时加热并塑化。零件公差部分可被熔化并形成熔珠,焊接过程中将两个接合部件相互按压在一起。
特性和应用:
- 点状激光束
- 高度灵活性
- 可弥合缝隙
- 适用于小批量生产和大批量生产
GLOBO 焊接
GLOBO welding

Globo 焊接的工作原理与轮廓焊接相同。点状激光束将通过气垫式无摩擦可转动的玻璃球聚焦到接合层面。玻璃球不仅是聚焦-而且还可用作机械式按压工具。当该球在部件上滚动时,它会持续不断地逐点按压在接合层面上。由此激光射束仅射至承受压紧力的部位。该玻璃球可替代机械按压装置,并可将激光焊接的可能扩展为连续方式或用于三维应用。
特性和应用:
- 二维或三维的任意接合形状
- 焊接无需夹紧装置
- 压紧力和能量输入的最佳同步
- 适用于机器人应用
滚筒式焊接

滚筒式焊接基于 GLOBO 焊接的原理。但玻璃滚筒并非气垫式,而是一侧或两侧安装球轴承。它即可用作按压工具,也可作为最后的光学元件。与 Globo 的区别在于,进行滚筒式焊接时线性激光射束聚焦于玻璃滚筒之后。使用此焊接方案可达到极高的焊缝紧固程度。但此方法仅限于线性应用。
特性和应用
- 二维线性接合形状
- 焊接无需夹紧装置
- 压紧力和能量应用的最佳同步
- 可与多维机械手作联合配套应用
掩模焊接
マスク溶着

在激光源和要焊接的部件之间将插入一层模。一排尽量准直-即平行-的线状激光在整个接合区域移动。该激光束仅作用于没有被膜遮蔽的部件上。这层膜使得可以用微米级的精细度来勾画出精细的结构。所以用掩膜式焊接法可以达到极高的精准度。例如,不同宽度的直线和曲线的焊接线等,所有操作都可以用一个简单的步骤一步完成。
特性和应用:
- 线状型聚焦激光束
- 任何可以想象的平面几何形状
- 快速灵活
- 精细二维焊接结构
- 适用于微米级的或宏观线度的焊接应用
放射状焊接

激光射束被反射镜转向,使其以放射状射至焊接部件的旋转对称表面上。部件的紧密配合确保了焊接加工所需要的嵌位压力。处理周边的连续焊缝时无需在焊接过程中移动部件。
特性和应用:
- 适用于不同的直径
- 无须旋转部件
- 高产能
- 无需夹紧装置
DOE 焊接
DOE溶着

称作衍射光学元件(DOE)的特殊光学元件可根据激光焊接工艺进行调整。此镜头可用于轮廓焊接、准同步焊接以及同步焊接。它们可根据应用匹配点状激光束的功率密度分布。
DOE 是“衍射光学元件”的缩写。DOE 是一个光学元件,可使点状激光射束再现轮廓。也可根据要求沿着该轮廓使用 DOE 调整功率密度分布。此类光学元件被用于同步焊接中的复杂焊接几何形状或在轮廓焊接和准同步焊接中用于优化功率密度分布。
DOE 将根据任务要求调整,必须事先进行计算以及模拟。设计时仅针对一项波长。因此应用时必须事先已经了解所用波长。虽然生产 DOE 较为繁琐,但将其集成到我们的镜头中很容易实现。
特性和应用
- 同步再现复杂结构
- 可根据轮廓调整功率密度分布
- 可计算并模拟轮廓
- 可方便集成到标准镜头中
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

