






翻译:《激光制造商情》Johnny Lee
超快激光器拥有因其无热烧蚀性能和极高的峰值功率,为新的微细加工应用提供了途径。许多材料和应用对热效应非常敏感,采用连续或长脉冲激光可能会带来的问题包括热熔化、剥落、切屑、飞溅物和基材的损坏。然而,有了皮秒和飞秒激光器,这些不必要的副作用可以减轻或完全消除。除了减少热效应,利用超短脉冲宽度可以提高加工的效率,甚至使新的应用成为可能–如内部打标或块状透明材料的划片,这些对于连续波或长脉宽的激光器是不可能实现的。
这些好处可以通过2至400ps脉冲宽度与脉冲能量高达125μJ的高功率光纤激光器得到体现。在此讨论中采用的激光器是被安装在美国俄勒冈州波特兰一个应用实验室,基于二维扫描振镜加工系统,以及在一个创建非常小的激光光斑尺寸的固定焦点站。两个加工系统都是计算机控制,并和激光系统同步,控制与实现任意模式加工。
本文通过特别有代表性的举例,探讨了超快激光在微加工应用相较于长脉冲激光的优点。
无热,高质量的加工
许多微加工应用可以用纳秒激光器实现,但在质量上有重大缺陷。这种激光器从根本上会给材料赋予更多的热量,导致熔化、开裂、表面成分的变化和其他有害 的副作用。然而,有了超快激光加工,可以在任何材料和任何应用实现真正的无热加工。高能量皮秒激光器的一个特别好的应用就是薄膜加工。在这应用空间里,脉冲能量适中的激光器已被证明在材料去除上实现高速度、高质量,而纳秒激光器往往很难达到同等质量,而且易于产生各种缺陷。由于长纳秒脉冲导致的薄膜部分加热会引起一系列的有害副作用,包括边缘凸起、熔化、切屑,基材开裂或损坏。
图1显示了纳秒激光器用于薄膜加工中产生的一个缺陷。在图中,一块在厚厚的玻璃基板上的钼薄膜被单脉冲激光在背面(上层)进行几何形状刻划,脉冲通过玻璃基板聚焦在薄膜后。薄膜随即在一个“提取”处理中被移除,在10 ns的情况(图1C),少量材料在边缘剥落,从薄膜表面垂直突出,在划线左边缘的正下方就可以看到这样的例子。对于导电材料,这种缺陷对于设备功能往往是灾难性的。
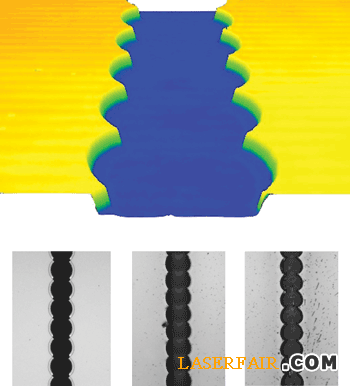
图1:玻璃上的金属薄膜的划线:(a) 415-ps, (b) 46-ps, (c) 10-ns and (d) 100-ns pulses
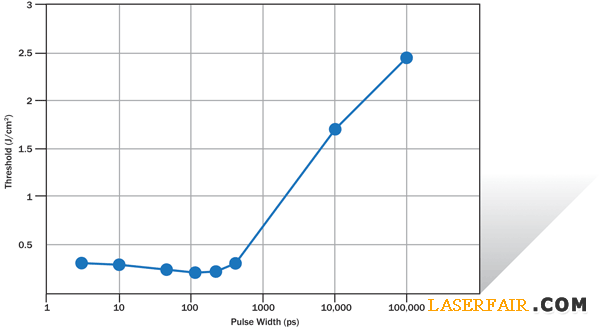
图3:薄膜移除的阀值vs.脉冲宽度。移除阀值在皮秒阶段很趋平,而在纳秒阶段快速上升。
阅读全文,点击链接: //www.iemloyee.com/ebook/201506/pdf/f4.pdf
作者介绍:
Tim Gerke is laser applications engineer at Fianium Inc. in Lake Oswego, Ore.; email: tim.gerke@fianium.com.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

