






在工农业生产中,关键零件的性能对设备的长期稳定运转起重要的作用,磨损和腐蚀是机械关键零部件两大主要的失效形,由此造成的损失非常巨大。据美国国家材料政策委员会的一份研究报告中说明:美国每年花费近千亿美元的巨额资金,来弥补摩擦磨损引起的零件损失。其中材料部分的损失为两百亿美元。在欧洲的英国,每年因为摩擦磨损造成的损失在五亿英镑以上;八十年代我国调查发现,当时我国因腐蚀造成的损失在四百亿元人民币以上;九十年代我国全面的调查了经济工业生产中摩擦磨损造成的损失分析指出:此项损失占国民生产总值的1.8%。众所周知,摩擦磨损和腐蚀均是发生零件表面材料流失过程,而且材料其他一些失效机制也是从表面开始,采用表面防护措施延缓和控制表面的破坏,成为解决上述问题的有效方法。在解决这些问题的同时,也促进了表面工程科学和表面技术的形成与发展。
SUS403不锈钢在高温下为奥氏体组织,而淬火后为马氏体组织,主要用于制造工具、发电机叶片、轴承等在比较苛刻的环境中服役的部件。由于尺寸薄且受到高温蒸汽的冲刷,在高温下长时间工作的蒸汽发电机叶片的前缘部位容易失效(磨损和气蚀)。为了改善叶片失效部位的性能,通常采用银基钎焊或TIG焊接方法将司太立6#合金板条焊接于叶片的前缘。另外,已有研究采用等离子堆焊方法尝试向叶片的前缘堆焊司太立6#合金粉末。但是,由于钎焊接合强度较低,而TIG电弧和等离子电弧存在热源分散,堆焊后叶片的焊接变形较大,导致焊缝成形难于控制且生产效率较低,因而很难满足叶片的使用性能要求。
而激光堆焊过程的优点是可以形成一个具有复合功能结构、低稀释率、焊接变形小的堆焊层,且通过快速加热和冷却的堆焊过程容易获得优质而耐磨的堆焊层。另外,通过优化激光加工参数(如离焦量、焊接速度及送粉量等)可以灵活地控制堆焊层的稀释率,以满足使用性能的要求。因此,近几年,在制造领域,激光表面堆焊技术已经得到了迅速发展。日本汽车工业已将激光堆焊技术应用于汽车发动机进出气门和气门座圈的制作,而日本核电行业已将激光堆焊技术应用于成套设备的阀门零部件的生产。由于激光光束能量密度高且热量容易控制,所以对零部件的精密堆焊及薄板件的堆焊尤为适用。
1 试验方法
1.1 试验材质
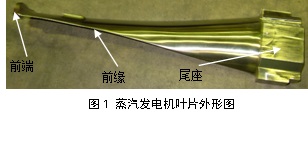
蒸汽发电机叶片外形如图1所示。试验叶片材质为SUS403不锈钢,其化学成分为w(C)=0.15%;w(Si)=0.5%;w(Mn)=1.0%;w(=)0.030%;w(P)=0.040%;w(Ni)=0.60%;w(Cr)=13%; 余量为Fe。堆焊采用合金粉末(尺寸为58μm~212μm)作为钴基合金司太立6#(Stellite-6),其化学成分为w(C)=1.1%;w(Cr)=28.3%;w(Si)=1.3%;w(W)=4.3%;w(Ni)=1.6%;w(Fe)=2.0%;余量为Co。
1.2 试验设备
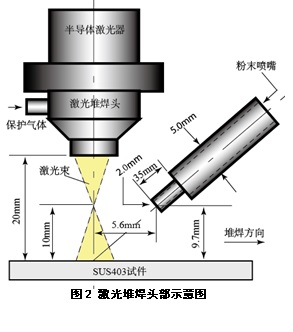
激光堆焊头部位如图2所示。热源采用额定功率为4 kW 的半导体激光器(德国LASERLINE制造LDF-4000型)。送粉器采用TWIN10-SPG(Sulzer Metco Ltd制造)。利用Ar作为送粉气体,将Stellite-6粉末输送到堆焊区。送粉速度的调节是通过送粉器圆盘旋转速度的变化来实现的,圆盘旋转越快则送粉量越多[9],本文采用了侧向送粉方式,其中送分头喷嘴直径为2.0mm。通过专用夹具,将叶片夹持在旋转机构上。堆焊时,通过堆焊头和旋转机构的合成运动完成叶片的堆焊制造。
1.3 工艺参数
激光堆焊时,需要对叶片进行适当的预热和保温。激光输出功率为2.4 kW,堆焊速度为1 m/min,离焦量为+10 mm,送粉量为16.6 g/min,保护气体(Ar)流量为30 L/min,送粉气体流量为4 L/min,堆焊层搭接率为50%。另外,堆焊后需要立即对叶片进行适当热处理。在叶片上共计堆焊两层,第一层堆焊层的尺寸约为122 mm×13 mm×1 mm,而第二层尺寸约为112 mm×12 mm×1 mm。
2 实验结果
通过对蒸汽发电机叶片激光堆焊层各项性能指标的分析,可得出如下结论:
1)激光堆焊第一层和第二层交界处依次可观察到胞状晶生长、树枝状晶生长和等轴晶生长;由于受到二次加热的影响,热影响区(HAZ)内依次可以观察到熔合区、粗晶区、混合晶粒区和细晶区。
2)堆焊层的显微组织为亚共晶组织,其初晶相由富Co的γ奥氏体组成;而共晶组织由富Co的γ奥氏体和复杂的碳化物(Cr23C6、Co3W3C、CoCx和 WC 等)组成。
3)激光堆焊后,蒸汽发电机叶片的平均硬度提高了两倍,一方面是由于堆焊层中存在碳化物硬质相,另一方面归因于激光堆焊加热和冷却速度快,使得堆焊层组织细小,产生了细晶强化作用。
4)堆焊层中含有大量复杂的碳化硬质相,不仅提高了叶片的硬度,同时使得堆焊后叶片的耐磨性能相对于母材的耐磨性能提高了7倍。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

