






在线识别焊缝间隙的变化,提升加工工艺灵活性
作者:Peter Fixemer, Florian Albert, Pravin Sievi and Tom Graham,GuangZhou, ABITEC
由于高生产率和潜在的生产周期缩短,远程激光焊接越来越被重视,特别是被汽车整机厂和汽车部件供应企业所看重。在传统工业的规划中,工件公差是限制激光远程焊接应用的主要挑战。。编程光束位置与实际工件位置之间的误差只能由复杂和昂贵的设计措施来弥补。因为焊缝间隙大小不断变化,很难选择合适的工艺参数以获得桥接焊缝。现在的远程激光焊接设备,应该不仅能够检测到焊缝的实际位置,还应该能实时的测量焊缝的实际间隙,并自适应的修改过程参数。
搭接角焊缝是白车身生产的重要焊缝形式。 这种焊缝形式可以减少车身法兰的宽度和重量,并且可以提高连接强度与搭接I型焊缝相比,搭接角焊缝可以用较小的激光功率焊接,虚焊更容易被发现。正是由于这些优势,搭接角焊缝的应用在车门、保险杠或行李箱盖随处科技。图1,是一个应用案例。
由于夹具的公差以及工件自身的公差,角焊缝往往难以得到良好的焊接质量。激光束需要被精确的投射到焊接区域以融化木材,因此,焊缝跟踪是必须的功能。

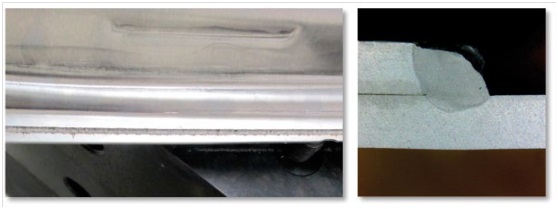
图1:铝合金车门的角焊缝焊接案例,采用RLW-A焊接头; 左:俯视图,右:横截面。
阅读全文,点击链接: //www.iemloyee.com/newebook/20168/index.php#page/9转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

