




选择性激光烧结(SLS)的范围很广泛,有多种不同的体现方式。一般来说,它是有选择性地将粉状材料转化为一个固态的结构体,而不用先将粉末变为液体。在实际应用中会发生从粉状固体到液体状态再到固体状态的相转变,但是速度非常快,这是因为工业激光所进行的应用以及大量集中的热能消散的速度非常快。若想利用这项技术为制造业服务,系统必须能够把金属粉末和激光功率非常精确地传输到三维结构中的同一位置。为了制造更精细的产品,零部件尺寸不断减小,因而在粉末和激光的定位方面对运动精度有着很高的要求(图1)。

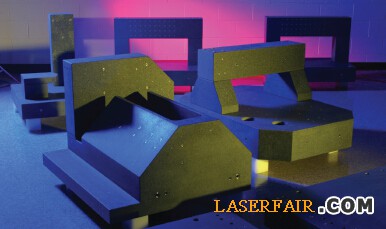
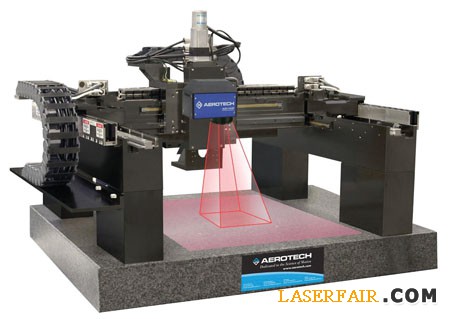

图1:用选择性激光烧结制作的复杂3D物体。
随着产品尺寸接近30μm甚至更小,若想使这些功能以精确和可重复的方式实现,SLS系统的所有要素都很关键。例如,SLS的金属粉末传送有两种主要类型。第一种是通过粉末床将更多的粉末材料卷入加工的部件。第二种是将粉末喷嘴头和激光传送头安装在一起来实现同步烧结。不管是哪种方法,若要进行微烧结都必须要满足以下要求:粉末的尺寸要合适;激光光斑必须足够小,以便能创建一个足够小的热影响区;运动系统的精度和可重复性必须足够高,才能确保每一次烧结都是在正确的位置上进行。在本文中我们将讨论,为了能实现选择性激光微烧结所要求的运动,我们在创建一个运动系统时需要考虑的各种因素。
设计理想的运动系统首先要成竹在胸,这意味着我们必须知道所需要的运动类型。需要怎样的加速度、速度、精度、可重复性和跟踪误差?在这一评估阶段不需要考虑用什么样的机械解决方案,不管是龙门、XY振镜扫描头、简单的堆叠式平台解决方案还是它们的任意组合,运动的参数将为我们提供最优的力学指导。让我们想象一下,某一个选择性激光微烧结在工作点需要个位数微米的精度。假设这是一个粉末床上的应用,而不是粉末喷嘴。这显然会限制我们的讨论范围。
机器的底座部件
我们将自下而上,从机器的底座部件开始。首要考虑的是这个机器底座要有足够刚性,必须沉重而且能抵抗会引起工作点微小振荡的地面干扰(图2)。

图2:花岗岩由于具有出色的平整度,因而是充当SLS底座板的理想选择,平坦的底座将能提高运动系统的性能。
考虑因素包括合适的水平调节脚、坚固的金属结构以及机器底座与底座板之间正确的隔振系统类型。对于一些精密的应用,还有必要记录这台机器最终安装位置的地面振动的特点。这能帮助设计师了解所设计的机器应该能有效地抵抗哪个频率的振荡。通常情况下不需要进行这一步骤,但有时候机器制造商会就理想的地面特点给出建议。大多数情况下,机器制造商会针对最常见的情况来设计系统。隔振系统的复杂性有所不同,从简单的被动阻尼材料、被动式空气隔离、主动式空气隔离,或是利用一些根据客户系统定制的流体来隔离。不管选择的是什么,在这里都要阻挡所有不必要的频率。
系统力学
一旦完成了初步的底座设计,下一步就是决定实际运动系统的力学类型。例如,设计一个围绕着粉末床的300×300×150mm XYZ运动系统,粉末床下方是专用的加粉和水平调节系统。工作行程需要在三个维度运动,并且必须能跨越整个粉末床。系统设计中包括三个方向(X、Y和Z)的线性平台,并且是传统的龙门式结构(图3),即一根桥梁轴连接着双轴。请注意,一个控制器只能精确定位一个轴平台,这主要是受到编码器的分辨率、轴承的机械分辨率和编码器工作点的位置所限制。对于第一个限制——编码器分辨率,一般使用调谐正弦波编码器反馈来克服。理想的控制器将通过对典型的1Vpp信号应用偏移和定标因素来调谐正弦和余弦信号。校正后的信号将被控制器采样并以内插值替换至纳米级。龙门结构的轴承选择将限制高的电子分辨率的实现,轴承的摩擦力越小,运动系统就越能进一步实现更高的电子分辨率。因此,许多高精度机械的制造商都会考虑气浮轴承。不过,气浮轴承不能在真空环境下工作,它还会受到粉尘污染的制约,并且它的刚性也不如机械轴承方案。最后,考虑到在任意线性轴平台的角误差(倾斜、滚摆和偏航),那么确定工作点编码器的位置非常重要。工作点离轴承和编码器系统越远,角误差就会更进一步扩大。
幸运地是,高端运动系统的供应商找到了回避这些误差的方法。例如,对于前面讨论的龙门系统,平行的龙门基轴或是粉末床两边的“桅杆”承载着一个位于粉末床上方的龙门桥梁轴(也是由直线电机驱动)。这些平行的基轴可能不会与桥梁轴实现完美的正交,但选择正确的控制器可以通过将偏移应用于其中一个基轴或者说“桅杆”上,来“强制”实现正交。这将有助于尽量减少工作点的角误差。此外,每个编码器必须进行校准,这样可以在工作点实现最高的精度水平。该校准程序包括在激光工作点放置反射式光学器件(安装到XYZ运动系统上)。激光干涉仪被用作主定位参考,因为被校准的轴会沿着它的方向运动。
在工作点用激光干涉仪反馈来校准光学线性编码器,将能加强以下两个方面的表现。第一,它纠正了被校准的轴向误差的大小,这主要是由该轴的运动角误差引起的,而编码器和工作点之间的距离又放大了该误差。应该指出的是,误差向量的角要素没有被纠正。不过,如果是对称高斯光束或是平顶激光光斑,那么这一误差的角要素就不是一个重要的考虑因素了。第二,它增加了工作点的轴平台的原始线性精度。沿着平台工作的轨迹移动到多个位置,来跟踪原始编码器和更精确的干涉仪反馈之间的差异。两个设备之间的测量差异将用于生成校准文件。控制器将使用该校准文件来确保在工作点精确执行指令的运动。
现在,精确校准的XYZ运动系统已经可以在粉末床的上方使用。线性电机驱动的XY龙门不能实现满足目标生产率所要求的速度。扫描速度要求为几米每秒,所以选择XY振镜扫描头作为光束控制的工具。唯一的问题就是,当零部件在XY上的尺寸为250×250mm时,振镜扫描头的视野是100×100mm。还有,在应用了平场聚焦透镜(f-thetalens)理论校正文件的基础上,扫描头的精度为±50μm。
有几种方法可以用来解决振镜扫描头的视野受到限制的问题。第一种方法是借助一种步进扫描技术。即让振镜扫描头超高速移动,再用伺服轴来进行转位。在扫描过程中,伺服轴会保持振镜扫描头的位置。使用此方法,将振镜视野(FOV)之外移动的范围与每一个视野的边缘“缝合”在一起。此外,考虑到扫描镜将激光光束向平场聚焦透镜的范围移动,光斑尺寸会发生变形,还会产生更高水平的定位误差。因此,有必要找到一个合适的工业控制器来将伺服运动和振镜运动整合在一起,这将带来两个好处。第一个是消除“缝合”带来的任何误差。第二是在保持快速加工的同时,还能将振镜扫描轴的视野限制在更精准并且变形更小的透镜中央区域。在振镜扫描头下,较慢的伺服运动不断地移动部件,使其“重新居中”。
现在该审查我们的机械设计了。此时,该系统包含了带有合适的水平调节脚和隔振系统的机器底座,以及带有XY扫描头的XYZ龙门运动系统,还有一些工艺要求能帮助我们缩小控制器的选择范围。之后就该确定底座板的材料,最后再重新审视机器底座的设计。该系统的所有部件必须在一起工作,所以重要的是要确保机器底座和运动设备能无缝连接在一起工作。
底座板
底座板的材料能显著影响机器的性能。通常情况下会选择钢铁、铝和花岗岩。花岗岩由于具有出色的平整度,因而是充当底座板的理想选择,平坦的底座将能提高运动系统的性能,因为平整度误差会被转移到安装在底座上的平台中(图3)。这是由于底座板的刚性通常不如它们负载的设备。花岗岩的缺点包括成本,还有难以与那些需要通过特殊插入处理(例如钻孔和螺纹孔)来连接的设备一起工作,并且其热膨胀系数与安装在其上的设备有所不同。最终,我们将基于性能来下决定,但实际上也可以归结为成本和实用性的考虑。例如,如果价格较低的机械加工表面规格与铝合金厚板合适,那么我们可能就不会选择花岗岩。重新审视机器底座的设计,将确保能为其上的运动系统提供合适的支撑结构。

图3:包含XY振镜扫描系统的龙门式运动系统。
控制器的评估
现在该评估运动控制器了。我们应该知道操作该机械系统所需要的控制器应该具有什么功能,这将能帮助缩小我们的选择范围。一些关键的考虑因素包括:哪种类型的控制器可以管理五轴协调运动?这种控制器可以连续处理大的零部件吗?如果可以,那么编程有多困难?如何将控制器与工业激光进行对接?激光可以根据距离和/或均匀的速度来脉冲吗?如何控制脉冲宽度?如何将机器功能所需的控件和加工要求的控件配合在一起?正确地回答这些问题之后,选择的控制器就能帮助该机器如设想中地工作。因此,重要的是不仅要了解粉末材料与激光之间的相互作用,也要了解这种相互作用在三维空间中是如何体现的。
考虑到这一点,我们的目标是,将振镜扫描器运动和伺服运动整合起来以消除“缝合”的影响,此外还有最大化生产率,以及在平场聚焦透镜的中央区域进行工作。激光光斑尺寸和脉冲必须保持一致,并且要尽量杜绝变形。步进扫描的启动和停止会造成不利影响,它应该是持续移动的。此外,使用振镜扫描头将能实现一些独特的功能,例如快速振荡(抖动)激光来创建“更厚”的部件路径。振镜扫描头非常高的加速度能实现更有效的转向操作,此功能对那些有很多方向变化的零部件极为有用。如果存在方向变化,那么设置基于匀速的激光脉冲时间将非常困难。可以跟踪工作行程以及根据向量距离来触发脉冲的控制器将能帮助实现这一操作。目标是在这一选择性激光微烧结过程中保持一致的结构。
最后,结合了振镜扫描头和平场聚焦透镜后,在透镜中央25×25mm区域内的精度是±30μm,这已经经过了理论校正。该运动的可重复性非常好,但是还不够精准。有什么办法来校准该区域以获得更精确的结果呢?除了伺服系统的精度之外还有振镜扫描头和平场聚焦透镜的精度,所以误差越小越好。如何校正振镜扫描头来实现最高水平的精度,并且还能与携带它的伺服轴保持对齐?我们还有很多问题。
小结
从快速成型制造和利用SLS根据方案设计来制造产品出发,要进行30μm及其以下的选择性激光微烧结我们还需要进行一系列新的思考。这些考虑因素大多都简单明了。为了制作更小尺寸的产品,我们需要更小的粉末颗粒,以及较小的激光光斑尺寸。另一项要求是要能控制激光脉冲以控制能量的输入。在概念上来说,这些要求是很容易理解的。
与此相对应的是,本文提出的运动系统具有五个运动轴,每一个都有着独特的误差。虽然我们讨论了其中的很多问题,但还有更多并未涉及。例如,管理粉床的粉层水平调节;管理粉床的一致性,因为粉末材料随着粒径减小而有着不同的表现;使用喷嘴式送粉技术;维持喷嘴式送粉的正常运行;对零部件进行三维方向的编程,并且在五个移动轴上执行该编程文件。诸如此类,不胜枚举。因此,重要的是考虑如何确保你的运动系统能在三维空间中正确执行每一个动作。由于这些运动的要求变得越来越有技术挑战性,因此对于哪些任务可以在内部解决,哪些任务需要借助合作伙伴的帮助来做出正确决定,你要做到心中有数。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

