






约50年来,飞机制造商一直在使用纤维增强塑料(Fiber-Reinforced Plastic, FRP)材料。随着行业 对FRP材料优点的认识越来越深,这种材料的使用率也在逐年稳步提高。尽管在最初的时候FRP材料比传统材料的成本要高一些,但是其在效率、保养和燃料节省收益上的优势非常明显,因此这些优势才可以弥补在飞机初始投资成本较高的劣势。


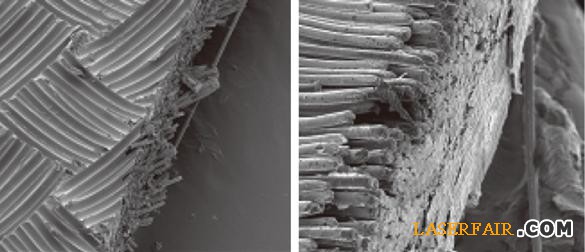
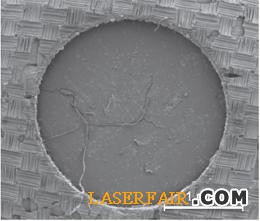


图1、扫描式电子显微镜(SEM)下的光纤激光切割表面,显示出轻微的表面热损害。图2、使用光纤激光器切割的纤维,可以看出没有热损害。
碳纤维增强塑料(CFRP)和玻璃纤维增强塑料(GFRP)由束缚在聚合树脂里的碳纤维或玻璃纤维基底组成,从而带来许多满足需要的特性,最显著的就是高强度重量比,还有高硬度、低热膨胀系数以及优异的耐腐蚀性。使用较轻的FRP材料来制造飞机,每年能够在飞行上节省几百万美元的燃料成本。举例来说,波音787“梦想客机”在使用寿命期间节省的飞机保养费用约为3000万至4000万美元之间。FRP材料的优点有很多,但众所周知的是这种材料非常难加工。传统的加工方法,比如机械铣削和钻孔,会引起破片、热损害、分层、纤维拔出以及对工具的严重磨损。近来,人们研究使用水注切割,但还是会引起纤维分层以及其他的实用性限制。举例来说,当加工起始的地方不是在材料的边缘时,就需要钻一个导向钻孔。作为一种非接触式的材料移除工艺,激光加工能够提供解决上述问题的方案。然而,一直以来,在这种应用中,激光和材料之间的相互作用尚没有得到广泛理解。针对这个问题,JK Lasers公司联合英国利物浦约翰摩尔大学(John Moores University)一起开展了研究。
为了让研究人员更加了解激光和材料之间的相互作用,在研究中使用了两种光束特性不同的激光源来加工。使用带有钻孔喷嘴的Nd:YAG激光器JK300D(以光纤传输,具有高峰值功率)来进行冲击钻孔试验。使用带有切割喷嘴的200瓦单模光纤激光器JK200FL进行切割试验。使用配有扫描头的JK200FL进行穿孔和铣削试验。

图3、机械切割(左图,放大500倍)和光纤激光器切割(右图,放大1200倍)的边缘切割质量比较。
影响FRP加工的主要因素在于碳纤维或玻璃纤维与聚合物基底相比,特性差异极大。汽化纤维要求的激光功率要比汽化聚合物的高很多。
当处理CFRP时,物件的反应差异是最明显的。汽化聚合物仅仅要求少量的热能,而碳纤维的导热能力非常好,这也意味着在切割纤维前,大量的能量已经被传导走了。因此,对于高品质激光加工来说,必须特别注意管理材料的热量输入。在用Nd:YAG激光器进行冲击钻孔的过程中,使用了两种不同的辅助气体:氮气和二氧化碳。结果显示,使用的辅助气体对孔的质量有较大的影响。当使用氮气作为辅助气体时,样本表面上留下了聚合物基底热分解后的薄层。而使用二氧化碳作为辅助气体时,处理后FRP的表面质量要提高许多。出现这样的结果是由于二氧化碳的冷却质量要好一些。当使用光纤激光器对FRP材料进行切割时,带来的热损害很少。这是因为激光器的光斑尺寸很小。图1和2显示的是光纤激光器切割表面和带来热损害的SEM图像。从图像上可以清楚地看到热损害被限制在复合材料的单独一层上。


这些结果对于航空和航天工业来说是非常有利的。因为材料的大部分并没有受激光加工影响,因此复合材料依然非常牢固和稳定。图3显示的是机械切断产生的边缘质量同光纤激光切割相比较的情况。在机械切断的样本上,可以看到复合材料大部分突出纤维,而在激光切割的样本上可以看到光滑的边缘。图4、激光微加工复合材料表面,速度为200毫米/秒,辅助气体为空气(左图为放大80倍,右图为放大500倍)。图5、激光微加工复合材料表面,速度为250毫米/秒,辅助气体为二氧化碳(左图为放大50倍,右图为放大500倍)。

与在切割试验中取得的结果类似,激光铣削试验结果显示,光纤激光器的小光斑尺寸对铣削应用非常有利。激光处理后的纤维并没有热损害的痕迹,SEM高倍放大后可看到基底材料只有轻微的熔化痕迹(图4和图5)。试验结果证实了使用光纤激光器对航空和航天复合材料进行铣削的可能性。
同样还是使用光纤激光器JK200FL在FRP复合材料上环钻2毫米直径的孔。切割试验表明,对于厚度超过1毫米的复合材料来说,试图像处理金属一样来处理复合材料,其切割结果并不让人满意。因此需要稍大的切口使得材料能够脱离,不让基底粘附在新的切割面上。这种设计的策略称为激光螺旋状钻孔。图6、使用光纤激光器加工的激光螺旋状钻孔与使用Nd:YAG激光器钻出的孔相比,激光螺旋状钻孔的热损害要少一些,表面的边缘质量看上去好一些。顶部表面的回烧量只有几十微米。光纤激光器钻孔试验的结果显示,配有扫描头的激光加工中,其加工速度与孔的开放式几何结构相配合,能够减少FRP复合材料表面基底材料的损害。图6显示的是经过激光螺旋状钻孔后的GFRP复合材料的图像。
使用光纤传输的高峰值功率的Nd:YAG激光器和200瓦单模光纤激光器的试验结果表明,激光器能够提供传统技术手段无法提供的加工质量。热管理是加工FRP复合材料的关键。通过使用如二氧化碳这样的辅助气体,能够极大减少激光光束引起的损害。使用光纤激光器的试验表明,小光斑尺寸以及随之带来的精细定向热输入对于加工FRP复合材料非常有利。拥有高光束质量、小光斑尺寸以及可选扫描系统的光纤激光器被证明非常适用于加工这些材料。试验结果还表明,激光螺旋状钻孔在今后的航空航天及汽车领域激光加工应用中将扮演重要的角色。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

