




行业对轻量化设计和具有成本效益的生产技术提出的要求越来越有挑战性,包括更多基于设计以及降低批量大小的趋势,由此市场需要更易实现和更灵活的生产工艺,而长距离激光焊接技术就是一种可行的解决方案。在金属复合概念的推动下,汽车结构的轻量化正变得越来越有趣,例如铝-钢结构,以及局部调整的强度分布。长距离控制激光工艺可以用于直接连接铝-钢的T型接头和局部激光淬火轨迹,从而显著改善钢型材的碰撞性能。

图1:通过激光局部强化技术可以改进零部件在弯曲负荷下的变形特性。

图2:激光强化管:抗压试验表明,目标的失效后果可以达到预期效果,从而显著提高碰撞负荷下的设备性能。

图3:激光连接插槽设计的实现过程及其示范产品。
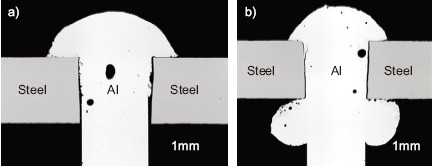
图4:长距离激光焊接复合插槽角接头的几何形状。

图5:激光焊接型材结构的轻量化设计方法。
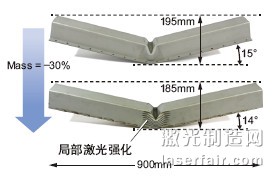
图6:三点弯曲碰撞试验的变形结果:电阻点焊vs插槽和局部激光强化复合设计。
激光局部强化用于轻量化设计
由于必须根据最高负荷来设计壁厚,因此局部受力的零部件经常是大尺寸的。在低应力区,钢板厚度会超出所需范围,从而增加了不必要的零部件负重。此外,已经开发出种类繁多的昂贵的高强度钢,它们具有良好的成形性能。但目前总是需要在零部件的质量和成本以及碰撞安全性之间有所妥协,这是我们需要解决的问题。
为了根据局部负荷情况来精确调整零部件的属性,一种基于灵活的远距离控制技术的激光强化创新方法被开发出来。根据所处理的钢的淬火潜力,重熔轨迹或平板堆焊焊缝轨迹的高硬度能让拉伸强度超过1500MPa,大概两倍于未经处理的基材。特别重要的是,需要测试抵御撞击部分的弯曲应力,例如前避震器和后避震器、B柱和各种加强型材,这样使设计能实现重量和负荷的优化。
在数值模拟的帮助下,我们可以实现弯曲应力的撞击优化轨迹设计,例如,正面撞击或侧面撞击一棵树。借助激光远程技术,轨迹设计已经可以在实际的零部件中实现了。相比参照物,可以使局部激光熔凝管状型材的挠度减半,尽管只对该零部件约3%的体积进行了局部硬化(图1)。

图1:通过激光局部强化技术可以改进零部件在弯曲负荷下的变形特性。
同时,可以通过安排激光强化轨迹来定位初始塑性变形,从而对失效行为产生影响。
长距离激光焊接实现多材料设计
生产具有良好力学性能的复合零部件需要借助全新的连接方法,特别是在HTH登陆入口网页 方面。用选择性激光熔化实现的钢铝复合插槽(web-slot)连接是一种解决方案。为了实现直接的连接工艺,特别是复合的T型接头,必须将长距离激光控制工艺与一种新的一体化设计方法结合起来。可以通过选择性熔化工艺来避免金属间化合物的形成。其中包括通过高度控制的长距离激光工艺来对低熔点材料进行选择性熔化。具体而言,铝材这一边的接头设计需要加以调整。为了达到这个目的,开发出了用于T型接头的可以用激光实现的插槽结构设计(图3)。

图2:激光强化管:抗压试验表明,目标的失效后果可以达到预期效果,从而显著提高碰撞负荷下的设备性能。

图3:激光连接插槽设计的实现过程及其示范产品。
通过优化长距离激光工艺,可以实现不同形状的接头。基本上,能通过调整扫描宽度、扫描速度和激光功率来确保只熔化铝材这一面(图4a)。此外,单边激光工艺的优化还允许双面铝材装配的塑形(图4b)。金相分析表明在钢和铝之间的边界地区会形成较小的不会带来影响的金属间化合物相。在与强度相关的交叉部分(“激光铆钉头”)中,没有检测到铁的内容物。

图4:长距离激光焊接复合插槽角接头的几何形状。
对于像踏脚板、底盘纵梁和保险杠这样的零部件,最先进的技术是电阻点焊,通常焊接的搭接法兰宽度为20mm。为了满足结构车身部件的常规尺寸,确定了碰撞结构的钢-钢点焊尺寸为80×80×900mm,搭接法兰宽度为20mm。由于这些新的激光技术,我们可以消除搭接法兰,并且零部件重量可以减少大约20%。为了能额外减少重量,低应力负荷的钢盖板被铝板取代,从而使得重量进一步减少了10%(图5)。

图5:激光焊接型材结构的轻量化设计方法。
车辆碰撞试验的结果表明,相比传统的点焊设计,消除复合零部件的焊接法兰所导致的抗弯刚度减少,可以通过具有较高结构刚度的接头来获得补偿。这是用线性焊接(插槽连接)代替点状连接(点焊)所引起的结果。此外,三点碰撞试验表明,可以通过对复合结构进行额外的局部激光强化来减少挠度(图6)。

图6:三点弯曲碰撞试验的变形结果:电阻点焊vs插槽和局部激光强化复合设计。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

