







激光切割与等离子切割同属高能束、热加工范畴。激光切割低噪音,等离子高噪音;激光切割机运行成本高于等离子;激光切割机以精度和断面质量取胜,等离子以效率和成本取胜。
激光切割机VS等离子切割机
一、同属高能束、热加工范畴
激光切割与等离子切割同属高能束、热加工范畴。
激光束焦点处功率密度
10
7
-10
11
W/cm
2
,等离子弧功率密度105-106W/cm2
(电子束密度
106-109W/cm2
,高压水射流密度为
108W/cm2
)。两者热影响区(
HAZ
)相当,0.02~0.3mm(等离子弧切割厚50mm的0Cr18Ni9Ti不锈钢时,热影响区宽度1.5~2mm)。
二、加工材料
若从经济性考虑,一般认为激光切割机可加工材料的厚度极限是:碳钢20mm,不锈钢15mm,铝10mm。激光切割机的切割厚度与穿孔厚度是相同的,即机器能切多厚的板,也能穿透多厚的板。如果不是与等离子比较,此点本无需强调。
而等离子可切割厚达200mm的金属材料。也许应该提醒,等离子切割机并不能对极限切割厚度的材料进行穿孔;遇超过穿孔能力的厚度,要么从边缘切入,要么事先以别的方法穿好孔。如工作电流400A的等离子切割机,极限切割厚度为80mm,而穿孔厚度为50mm。还需特别指出的是,等离子可以切割非金属材料。
三、小孔
激光切割机可加工直径为φ(0.5~1)×板厚的小孔。
等离子切割机只能加工2倍于板厚直径的圆孔;切割1倍板厚直径圆孔的技术(精细圆孔切割技术)只有为数不多的厂商才有。
四、零件精度
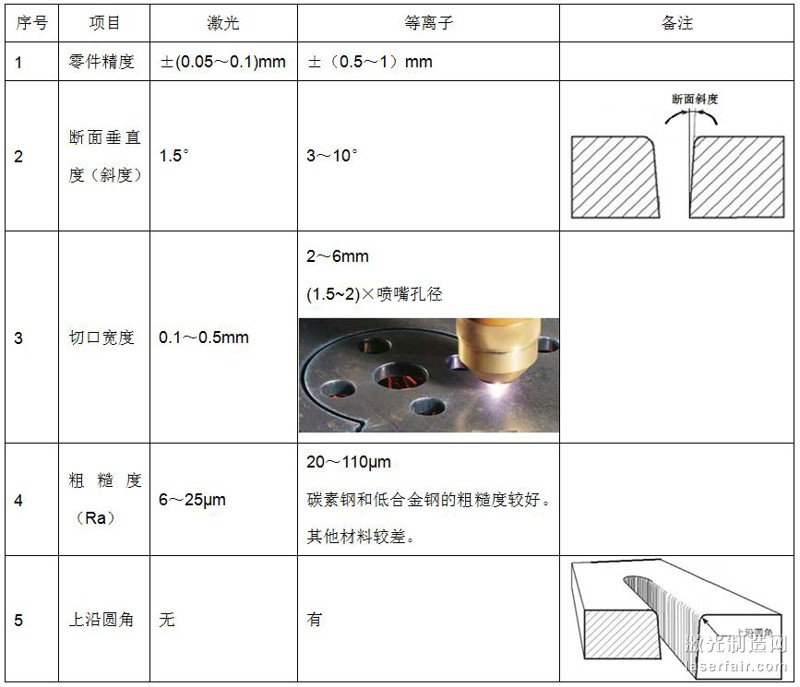

等离子在切割对精度要求较高的零件时,力不从心,如带消音缝的锯片、保险柜的框/门。

正因为等离子的加工精度较低,故机器无须过于追求过高精度。下表为某知名厂商的等离子切割机与激光切割机的技术参数对比。

五、切割速度
激光切割机的切割速度优势仅限于厚度3mm以下的薄板,随着厚度的增加,劣势越发明显,甚至无法切割。
从下文两图可以看出,等离子切割速度明显高于激光。
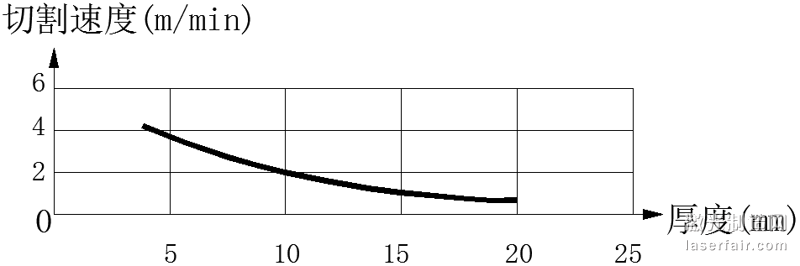

激光切割碳钢速度(4000W光纤激光器)

等离子切割碳钢速度(工作电流400A)
六、噪声
激光切割具有3C、3S特性:Cool(快冷)、Clean(清洁)、Calm(低噪音)、Sure(可靠)、Safety(安全)、Saving(节约)。
等离子切割噪声超过100dB。水下切割(将工件置于水下75mm),可降低噪声。
七、环境污染
除上文已指出的噪声污染外,等离子切割机还有弧光污染。
等离子切割机的割缝宽度数倍于激光,意味着烟尘污染亦数倍于激光,除尘成为一件大事。
八、成本
不计入折旧、人工费用,激光切割机(4000W光纤激光器,使用氮气切割)使用成本为70元/小时。
据某厂统计,等离子切割机(MAX200)使用成本为65.6元/小时(包括电极、喷嘴、涡流环、耗电)。
4000W光纤激光器切割18mm碳钢速度约0.6 m/min,而等离子切割速度为1.5m/min。则切割1m的成本分别为1.94元、0.73元。
高功率激光切割机的价格目前仍远高于数控等离子切割机(激光切割机200万元,等离子60万元)。
假如计入设备折旧,则两者的使用成本差别更明显。
九、附论
激光切割机以其高精度、高断面质量、小孔加工能力取胜;等离子以效率和成本、厚板加工能力取胜。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

