






不锈钢的发明,还要追溯到一战时期。为了解决枪膛磨损的问题,英国冶金专家Harry Brearley开展了合金钢的研制工作,实验中却无心插柳地发现合金钢中添加铬、镍等元素能使钢材具有优良的防锈性能。时至今日,这种材料已经家喻户晓,由于其出色的耐蚀、耐磨等性能,在家电、厨具、汽车、建材、医疗器械等行业被广泛采用。
生产生活中,不锈钢制品经常被打上数字、条形码、二维码、图案等,以满足产品溯源或是美观的需要。激光打标绿色、高效、柔性高、可永久保留,已广泛应用于不锈钢制品标识,打白、打黑则是常采用的标记方式。激光作用于不锈钢材质,还可以产生五彩斑斓的彩色,在彩色不锈钢层出不穷地应用于建筑、汽车、工艺美术等领域的今天,激光彩色打标为人们提供了一种全新、高效的解决方案。化学着色、电化学着色等传统制备彩色不锈钢的方法能耗高、污染大、难于实现精细着色,相比之下,不锈钢激光彩色打标具有独到的优势。
探秘激光彩色打标
1999年,Ann Marie Carey在铌碗上进行了激光彩色打标的初步尝试,使金属工艺品和珠宝的激光彩色打标变得切实可行。此后,激光彩色打标的应用范围不断扩大,也成为增加产品附加值的一种新型工艺手段。
不锈钢材质在激光热源的作用下,表面生成有色氧化物,或是生成一层无色透明的氧化膜,由于光的薄膜干涉效应而呈现各种颜色,这是不锈钢彩色打标的基本原理。
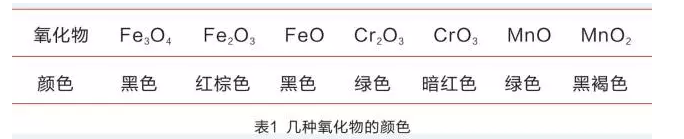
不锈钢中的金属元素氧化后的产物本身会呈现颜色。表1为不锈钢表层经激光作用氧化后几种主要氧化物的颜色。
在合适的激光能量作用下,不锈钢表面会形成一层无色透明的氧化物薄膜,这层薄膜会产生干涉现象。
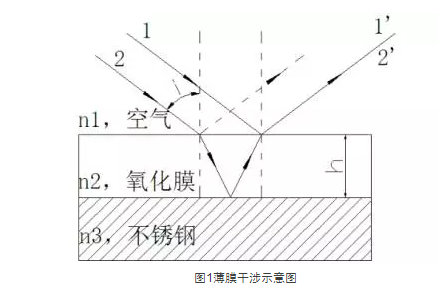
如图1所示,一束光线入射到氧化膜表面,光束在氧化膜表面同时发生反射和折射。光线2在空气-氧化膜表面折射进入氧化膜,在氧化膜-不锈钢表面发生反射,最终出射光线2’,光线1的反射光线1’与光线2’重合,形成干涉光束。当1’与2’为波峰与波峰重叠或者波谷与波谷重叠时,光振动加强;若波峰与波谷重叠则光振动减弱。
光线1’与光线2’的光程差,可由式(1)表示。
式中,n1为空气的折射率,n2为氧化膜的折射率,i为光的入射角,h为氧化膜的厚度。
设光的波长为λ,当光程差δ=kλ(k=1,2,3,…)时,光振动加强,而光程差为δ=kλ+λ/2(k=0,1,2,3,…)时,光振动减弱。白光是由红、橙、黄、绿、青、蓝、紫七彩色组成的复合光。由方程式(1)可知,发生干涉后具体哪种颜色的光被加强,主要取决于氧化膜的厚度。式(1)还告诉我们,当人眼的观察角度不一样时,氧化膜呈现的颜色也会变化。这便是氧化薄膜干涉显色的原理。
由式(1)可知,当光振动加强时,光程差δ=kλ(k=1,2,3,…)。由此可推出式(2):
光由红、橙、黄、绿、青、蓝、紫递变时,波长逐渐变短。由式(2)可知,理论上来说,在合适的角度下,随着氧化物薄膜厚度的增加,激光打标呈现的颜色会按紫→蓝→青→绿→黄→橙→红的顺序变化。
激光彩色打标实验
我们已经知道,在一定的观察角度下,氧化膜的厚度决定了我们所看到的颜色。而氧化膜的厚度由入射激光能量直接决定。这里采用深圳创鑫激光公司的产品智能激光器进行不锈钢激光彩色打标实验。产品如图2所示。


实验中,采用SUS304不锈钢,激光打标前用工业酒精将其擦拭干净。在不同的离焦量下,分别改变激光功率、激光频率来改变作用于不锈钢表面的功率密度。这里打标速度为100mm/s,填充间隔为0.03mm,打标1次。打标效果如图3所示。

图3中,离焦量分别取+4mm、+3mm、+2mm、+5mm。打标色盘中,横坐标为激光功率,由35%至75%等间隔递增,纵坐标为激光频率,由20kHz至35kHz等间隔递增。观察角度为60°(与工件表面呈60°观察)。图3(c)中,离焦量为+2mm时,可见大部分的打标方块内的不锈钢表面被灼烧至焦黄偏黑,此时材质表面离焦点较近,激光能量密度偏大,打标色盘中的颜色不够丰富。由(a)、(b)、(d)可以看出,在20~35kHz的频率范围内,当激光功率不变时,随激光频率变化,打标颜色几乎不变。打标颜色主要随激光功率的变化而改变。当离焦量为+3mm时,在某一频率下,随激光功率增大,打标颜色变化规律为:淡黄→蓝色→淡绿→粉红→紫红→深紫→黄黑;当离焦量为+4mm时,随激光功率增大,打标颜色变化规律为:淡黄→金黄→深蓝→黄绿→紫红→墨绿;当离焦量为+5mm时,随激光功率增大,打标颜色变化规律为:淡黄→金黄→淡蓝→黄绿→紫红→墨绿。这些规律与前述理论推导的规律大体相符。
光纤激光器由于其优良的光束质量,能实现精细的激光彩色打标。按照实验中得到的彩色打标工艺参数,可进行彩色打标。图4为采用创鑫激光公司出品的智能激光器进行不锈钢彩色打标的例子。![ZIT]CYEC@U1EM1F4RI9~RLE](http://www.iemloyee.com/file/upload/201604/21/16-42-58-88-190.png)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

