




高功率光纤激光器在整套设备中的成本占比是最高的,所以很多终端客户会首当其冲了解不同激光器之间的配置、性能、可靠性、售后等区别。我们做了一些深入浅出的资料,希望能让大家比较系统的了解光纤激光器,帮助终端客户正确选型。
光纤激光器 各项特性优异,使越来越多的终端客户在金属加工方面,关注和考虑用光纤激光方案替代原有加工方式。随着高功率光纤激光器 的国产化,各种核心器件成本有了大幅度降低,因此高功率激光器的选型门槛开始消失。
单模和多模的光束质量对比
在切割应用中,聚焦光斑对切割出的质量有很大影响,单模激光器的纤芯比较细,光束质量优于多模,能量分布呈高斯分布,中间能量密度最高,三维图是一个尖圆的山峰状。
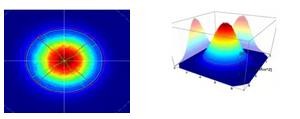
多模纤芯粗一些,承载激光能力大,寿命长
光纤激光器 各项特性优异,使越来越多的终端客户在金属加工方面,关注和考虑用光纤激光方案替代原有加工方式。随着高功率光纤激光器 的国产化,各种核心器件成本有了大幅度降低,因此高功率激光器的选型门槛开始消失。
单模和多模的光束质量对比
在切割应用中,聚焦光斑对切割出的质量有很大影响,单模激光器的纤芯比较细,光束质量优于多模,能量分布呈高斯分布,中间能量密度最高,三维图是一个尖圆的山峰状。

多模激光器的纤芯相比粗一些,光束质量相比单模要差一些,能量分布相比单模光斑平均一些,三维图像一个倒扣的杯子,从边缘陡峭程度来看,多模的比单模的陡峭很多。

同功率的1.5KW单模和1.5KW的多模激光器对比
1mm薄板切割速度单模比多模高20%,视觉效果差不多,但从2mm开始,速度优势逐步下降,从3mm开始,无论是速度还是效果,高功率多模激光器速度和效果的优势就非常明显的体现出来,如下图:

所以单模的优势在薄板,多模的优势在厚板,单模和多模并没有相互比较的价值,都是光纤激光器的一项配置,就好比一辆车,轿车适合公路,越野适合山地,但是轿车也能跑山地,越野也能跑公路,所以光纤激光器到底选多模还是单模要看实际终端客户的加工需求。
单模和多模如何选择
从功率级区分来看,1000W以内的激光器因为本身能量不高的原因,主要加工材料厚度偏向于薄板,因此1KW以内的激光器用单模配置比较符合市场实际情况,1KW以上功率的激光器要薄厚兼顾。从整个加工行业来讲,加工质量的提升是一项刚性需求,是不能妥协的,因此很多高功率激光器选型不会考虑单模,必须保证加工质量为第一位!
同时,单模的纤芯一般较细,意味着同样功率的激光在其中传输,单模纤芯的光能量承载更大,对材料是一项考验,同时当切割高反材料时,高强度反射光和出射的激光叠加,如果光纤材料容忍度不足会非常容易“烧纤芯”,同时对纤芯材料寿命也是一项挑战!因此很多激光器厂商在高功率光纤激光器的配置上仍选用多模的配置!
![]()
![]()
转载请注明出处。

 相关文章
相关文章

 热门资讯
热门资讯

 精彩导读
精彩导读













































 关注我们
关注我们

