






认识支架
支架为一网状的管型材料,用来植入管道,支撑起病变的管道以恢复管道的运输功能,或是在隔绝术中用来辅助线圈隔绝血管瘤。
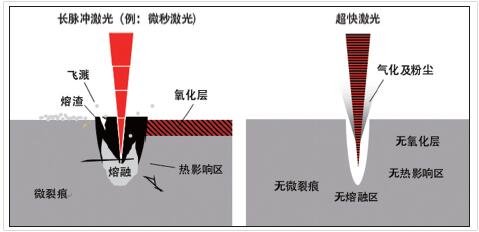
图一:长脉冲激光及超快激光加工比较示意图
材料上一般支架可分为三代。第一代传统支架,即裸金属支架,将金属支架安置在患处后,以气球将支架扩张以支撑血管,或是使用压缩后的支架,使其自行扩张。第二代的支架为了降低血管植入支架后再狭窄,在支架上涂了一层药物抑制血管壁增生,即药物涂布支架,为目前市场上常见的产品。由于前述的支架是永久性或半永久性的,植入后即留在该处,日后若要再度植入支架,需另寻他处。因此,第三代的可降解支架应运而生,可降解的材料在人体内会溶解被吸收,支架植入后会逐步分解,约半年到一年内支架会失去主结构,届时血管也已修复,不再需要支架。两年后支架被吸收殆尽,不留痕迹。目前在欧美市场已有以高分子为材料、如聚乳酸的可降解支架,其他则有已经展开测试的镁合金等可降解金属支架。
支架的制造方式包含“由大做小”的激光切割、等离子切割、电火花加工、光蚀刻,或是“由小做大”的编织、铸造、电铸、3D打印等。其中,由于激光切割的支架质量好,自动化程度高,且成本较低,激光切割已成为支架制作的主流方式。
激光切割支架
支架是个复杂精细的医疗产品,需要同时符合多种要求。理想的支架具有良好的机械性能,可以压缩、扩张且足以撑起肥厚的血管。支架也需要适当的平滑度以涂覆药物,并让血管细胞附着。良好的抗腐蚀性及生物相容性也是支架必备的性质。另外支架需要良好的显影性,以便医疗人员定位、追踪支架。若是切割的支架,表面不能留有毛刺或融渣及尖角,避免伤害血管。上述的性质中,支架的制造方式影响机械性及表面型貌极为重要,因此合格的支架需要高工艺水平的制造技术。
现今主流的支架切割采用微秒级的光纤激光,但由于激光加工本身是热加工,用激光将金属熔融再以高压气体吹走,不但加工后会留下许多融渣、毛刺,加工时的热容易氧化支架表层使其脆化,残余热应力亦会造成微裂痕而降低机械性质。因此光纤激光加工完的支架需要一系列的后处理,包含清洗、研磨、酸洗、钝化、到最后的电化学抛光,工序繁琐且耗时。这些后续处理也会损耗部分的支架,最终的良率只有七成左右,约三成的耗损意味着巨大的损失。
相较之下,使用超快激光切割支架则使后续处理简单许多。超快激光,或称超短脉冲激光,其脉宽只有10 皮秒(10-12 秒)到数百飞秒(10-15 秒),可以实现近乎无热效应的“冷”加工。与微秒级激光的熔融机理不同,超快激光超短的脉宽带来的极高的峰值功率会产生多光子吸收,将材料略过熔融过程直接蒸发。因此超快激光能以相对低的能量加工材料,无残余热、无残渣留在材料上,达成高精度且干净的加工。以超快激光切割支架,可以省略许多后续工序,一般来说,清洁完的支架可以直接进行电化学抛光。由于制程的简化,良率可以提高到九成以上。

图二:光纤激光和超快激光切割的镍钛合金支架比较图。图左由光 纤激光切割,图右由超快激光切割。
图二为光纤激光和超快激光切割的镍钛合金支架轴向比较图,图左的支架由光纤激光切割,图右的支架则由超快激光切割。从图中可以看见光纤激光切割的支架内壁上熔渣的尺寸甚至大过管壁的厚度,且由于熔渣阻碍,无法将落料移除,需要先研磨才可将之去除。研磨内壁不仅费工费时,而且容易磨出豁边,造成机械性能的下降。如图右所示,由超快激光所切割的支架,不但没有熔渣而且表面光滑。
无法切小尺寸的支架是光纤激光的另一个劣势。由于光纤激光的热效应强,当管子的直径太小或壁厚太薄的时候,激光加工的热容易聚集在一起。一旦切割图形复杂(如支架),强烈的热效应会严重影响支架的性质,即使后处理也无法满足前述支架所需的品质。一般而言,光纤激光切割支架的限制约在2mm,壁厚200μm。由于没有热效应,超快激光的切割限制非常小,可以达到直径400μm 以下、壁厚数十微米的尺寸。

图三:内壁击伤比较示意图
光纤激光的另一个局限是容易击伤内壁。由于光纤激光需要高功率才足以切穿管壁,使光能持续前进,到达管子对面的内壁。即便激光已经发散,光纤激光的高光通量仍然高过材料的损伤阈值,足以击伤内壁。被击伤的内壁不但会降低机械性能,也会弱化支架抗腐蚀的性能。超快激光需要的功率小,当激光切穿管壁后再经发散达到对面的内壁时,其光通量已不足击伤内壁,因此不会降低支架性能。

图四:超快激光切割细304 不锈钢管。图左为管子方形槽全貌,图右为管子对面内壁。
图四为超快激光在304 不锈钢管上切割方形槽。图左显示,加工区域的周边没有热效应,切割边缘没有熔渣和毛刺。图右的显微镜照片聚焦在管子对面的内壁,内壁表面干净连续,没有击伤。
超快激光切割金属支架
利用金相显微镜从支架截面观察金相,可以看出热效应是否存在,热效应会改变金属晶粒的大小,因此若热效应存在,则位于切割边缘附近的晶粒大小会与本体的晶粒不同。图五为一超快激光切割的316L 不锈钢支架。如图左的红线所示,金相观察的截面为支架的弯角,该处图形最复杂,为热最不易散去的地方。图中为支架截面的金相,图右则是作为对照观察的未加工过的316L 不锈钢管。晶相从支架与对照的比较看不出差异,且支架的晶相连续,切割边缘无不同的晶相存在,表示以超快激光切割的该支架不存在热效应。图四为支架的局部照片。

图五:超快激光切割的316L 不锈钢支架的金相观察。图左为金相 截面位置示意图,图中为不锈钢支架金相,图右为未加工的316L 不锈钢管金相
由于该316L不锈钢管是焊接而成,焊接的热效应会留在焊缝附近的组织里。图七可看见未受热影响以及受到热影响的晶相差异。而在超快激光切割的支架上,并未发现这种差异。

图六:超快激光切割316L 不锈钢支架
图八的电子显微镜照片是以超快激光切割的镍钛合金支架。从图右的局部照片可以看到,没有任何熔渣或毛刺。

图七:316L 不锈钢管焊接区域的热影响
超快激光切割可降解材料支架
由于超快激光无热加工的特性,使得激光加工低熔点材料变为可能,以支架而言,如镁合金或是聚乳酸等高分子支架。由于这类支架低熔点及可降解的特性,切割后无法使用一般金属支架的后处理,因此只能使用超快激光切割。
图八:超快激光切割镍钛合金支架。图左为支架主结构,图右是支架弯角内壁局部特写。
镁易燃且熔点低,光纤激光切割镁合金支架时熔融严重,大量的热甚至会产生燃火现象。采用超快激光切割镁支架,不但没有熔融,无热加工也避免燃烧的危险。图九为镁合金支架。由图可见,超快激光切的镁合金支架没有熔渣、毛刺,切割面非常平滑。

图九:镁合金支架。图左为支架主结构,图右是切割面局部特写。
高分子材料的熔点比金属的熔点低许多,如聚L- 乳酸(PLLA)仅有180℃,因此高分子支架对热效应更加敏感。一旦可降解高分子熔融后再结晶,其在人体内的降解速度即会改变,不满足可降解支架的需求。常见评估切割质量的指标是观察切割面的形貌,理想的切割面为毛砂面。不像金属讲求平滑,若聚乳酸的切割面平滑光亮,表示高分子熔融后又再结晶,因此平滑的切割面是不合格的。

图十:超快激光切割聚乳酸类支架。图左为聚乳酸,图右为聚L- 乳酸。图十是超快激光切割的聚乳酸类高分子可降解支架。从图可见,切割面是完整连续的毛砂面,没有毛刺,无明显的热效应。
超快激光器推动支架的升级与发展
由上述的例子可见,超快激光切割支架,不论在能力或质量上均明显优于光纤激光。超快激光切割金属支架的质量优越,缩短实际的支架制造时间。而对于光纤激光无法切割的第三代可降解支架,超快激光则是最理想的解决方案。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

