






长久以来,材料增强一直处于技术创新的前沿。强大的机器设备需要强大的组件,但材料限制对性能优化造成了关键性的障碍。激光冲击强化(LSP,也称激光喷丸技术)居于材料增强工艺的最前沿,这种工艺采用高能激光器将残余压应力植入零件的关键部位,以此提高金属材料的抗疲劳性。

激光喷丸工艺被航空和发电行业的原始设备制造商(OEMs)所采用,旨在改善其产品因磨损、腐蚀、异物损伤和疲劳等原因引发的抗裂性能。如今,经过近五十年的技术进展,第一批交钥匙工业激光喷丸系统正将该技术整合到世界各地的制造工厂内。
技术起源
作为一种金属改进工艺的激光喷丸技术是于20世纪70年代在位于美国俄亥俄州哥伦布市的巴特尔纪念研究所(Battelle Memorial Institute)诞生的。当时,研究所的研究人员在Jeff Dulaney博士的带领下,积极探索是否可以使用高能、短脉冲激光器来改善材料特性。他们最初发现,使用1.2-2.2GW / cm2,32ns的高斯脉冲对7075铝合金试件加工后,显著提高了其拉伸强度。研究所使用的激光器的能量输出高达500J,但是该系统超过15m长的尺寸以及较慢的脉冲速率(每6-8分钟一个脉冲)使其在工业材料加工中变得非常不实用。
到了20世纪80年代,巴特尔研究所的工程师和科学家们设计和制造了一个用于激光喷丸工艺的先进的原型系统。大功率系统将长脉冲闪光灯与高重复率的振荡器结合在一起,从而将先前笨重的单脉冲激光器转换为在1Hz频率条件下工作的200kW脉冲激光器。
20世纪90年代初,美国空军遭遇了B-1“枪骑兵(Lancer)”配备的通用电气(GE)F101发动机中异物损坏(FOD)的问题。 GE需要一种创新的材料增强解决方案来缓解这一异物损坏困扰,并与巴特尔研究所展开合作,共同探索激光喷丸处理F101风机叶片的优势。
巴特尔研究所的科学家加工样品并对其进行疲劳试验后发现,具有模拟FOD损伤的经激光喷丸处理的风机叶片的疲劳寿命要优于新型、无损伤叶片的疲劳寿命。这是一个具有里程碑意义的结果,因为美国空军此前已投入大量资源,在每次飞行前对所有F101第一级风机叶片进行艰苦的人工检查。
在B-1“枪骑兵”的使用寿命期间,由于潜在节省了数以百万美元的成本,美国空军授权开发用于疲劳增强的激光喷丸技术,通用飞机发动机集团(GE Aircraft Engines)开始使用新一代的双梁式50J激光系统来对所有F101第一级风机叶片进行激光喷丸处理。
商业化进程
受F101研究结果和随后的空军需求的启发,Dulaney博士离开了巴特尔研究所,并成立了LSP Technologies公司(位于俄亥俄州都柏林市),唯一的目的是将激光冲击强化(激光喷丸)技术商业化。公司随后开始将激光喷丸设备和服务作为一种疲劳增强解决方案进行推广和销售。
LSP Technologies构建了GE航空集团的初始激光喷丸系统,以及其自行用于用激光喷丸的内部生产系统:一个20W的基于钕(Nd)玻璃的闪光灯泵浦系统,并配以一套生产工作单元以及一款400磅容量的零件处理机器人。
LSP Technologies公司的工程师现正面临着将LSP技术完全成熟化,从而实现其最大效能和最高产能的挑战。更高的重复率需要更坚固的光学玻璃以承受来自闪光灯的循环加热,因此LSP Technologies与特种玻璃制造商Schott AG公司携手合作,以确定具有定制Nd掺杂浓度的用于激光喷丸的更强的激光玻璃棒。更深的残余应力轮廓需要更复杂的建模工具和过程控制,而复杂的表面几何形状需要集成的机器人来精确操纵零件。在激光喷丸技术不断成熟的过程中,LSP Technologies公司开发并获得了一系列专利许可,其中包括光束传输、激光脉冲切片、覆层应用和质量控制等创新方法。
这些技术改进使激光喷丸的效率变得更高,而成本更低,从而酝酿出新的商业应用以及激发更大的市场需求。LSP Technologies开始为航空、运输、发电和模具行业的客户提供激光喷丸服务—所有这些用户都从其激光喷丸组件显著提高的疲劳强度中获益。激光喷丸工艺通过提高金属部件的耐疲劳性,抗裂性以及抗损伤性来延长其使用寿命,同时降低了关键部件的维护和检查需求。
激光喷丸的工作原理
顾名思义,激光喷丸将高能激光脉冲用于金属表面,以改善材料特性。在激光喷丸过程中,激光光束会射向零件表面,生成7GPa的脉冲压力,并以冲击波的形式穿过零件,由此产生的残余压应力可达普通喷丸的10倍以上。
喷丸是一种冷加工的机械工艺,通过表面压缩硬化赋予材料有益的应力。虽然传统的喷丸方法更多依赖于锤击或射弹射击所产生的冲击动能力,但激光喷丸采用高能激光脉冲来产生将压应力植入零件的关键部位的等离子体脉冲。作为机械冷加工工艺,激光喷丸与其它依赖热能来诱发加热或熔化的激光材料加工工艺呈现出明显的差异。
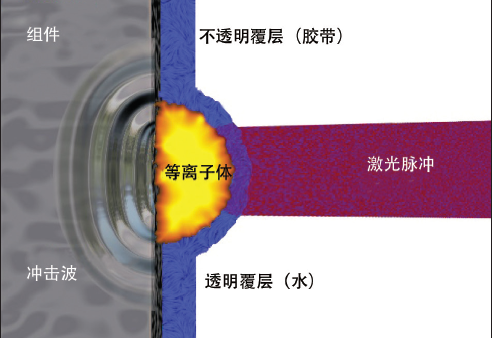
激光喷丸工艺是通过使用高能量、短脉冲激光系统以及各种覆层材料执行的。工艺开始前,先将一道不透明的覆层材料(通常为乙烯基胶带或涂料)涂覆到目标表面,以吸收激光能量并保护部件表面免受热效应影响。然后,将一道透明覆层(通常为水)涂在不透明的覆层上,并且用作填充介质以限制快速扩张的等离子体并放大部件表面位置的压力脉冲。
当激光脉冲被引导到目标物时,脉冲穿过透明覆层并撞击不透明的覆层,从而产生高压,并快速膨胀等离子体。受限等离子体爆破的高压将高振幅应力波深入传送到目标表面,引起部件内的塑性变形和压缩残余应力(图1)。这层残余压应力可根据零件可能的失效方式相应地植入。对重量敏感的设计来说,这将提高零件的负荷能力。

图1:一张显示激光喷丸工艺的原理图
增强钛或钢等金属的关键是产生振幅大于材料动态屈服强度的应力波。如果给定金属的应力波幅度超过该值,材料便会发生塑性应变,因为微结构中的脱位会导致在零件中产生压缩残余应力。
操作参数
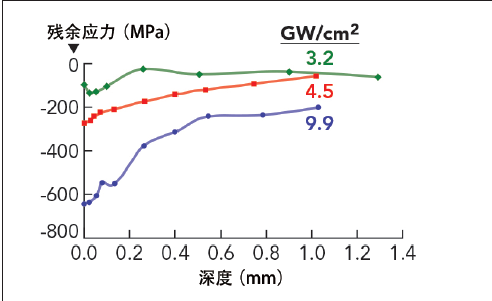
激光喷丸通过控制激光脉冲的强度和覆盖范围来调整压缩残余应力场。不同的金属需要不同的激光喷丸功率密度(GW / cm2),这取决于材料的动态屈服强度。例如,激光喷丸的高强度钢所需的功率密度在9-10GW /cm2的范围内。功率密度是激光脉冲能量,激光脉冲宽度和光斑尺寸的函数,并且将决定部件表面上冲击波的峰值压力(图2)。

图2:较高的功率密度在Ti-6Al-4V(钛合金)中产生较深的压缩残余应力。
激光喷丸是唯一采用低于50ns脉冲宽度的高能激光脉冲的工业材料加工技术。短脉冲宽度产生更大的峰值功率,并在部件表面产生更高的压缩应力。激光喷丸系统采用普克尔盒脉冲切片机,以此缩短脉冲上升时间,实现短时间的强烈辐照。这将产生用于植入工件的压缩应力的最佳功率密度。

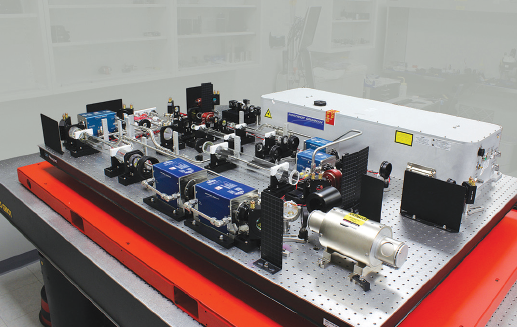
图3:LSP Technologies 公司开发的Procudo 200 激光喷丸系统。
有效的激光喷丸覆盖是通过跨工艺区域的叠层来实现的。 光斑通常以至少33%的重叠度成排应用,产生抑制表面或近表面裂纹传播的残余压缩应力的均匀场。

图4:Procudo 200 激光喷丸系统采用了二极管泵浦放大装置。
下一代技术
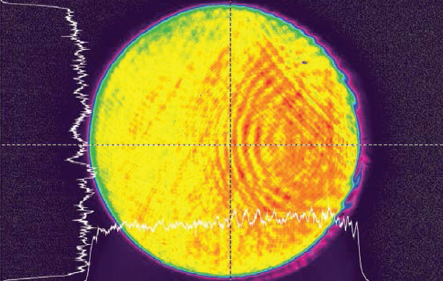
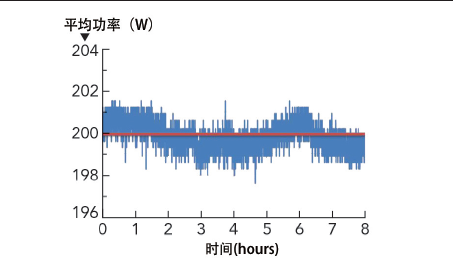
现在,这种表面增强技术能够以完全集成的交钥匙系统提供。LSP Technologies公司的Procudo 200激光喷丸系统专用于制造环境(图3)。其配备嵌入式的200W二极管泵浦Nd:YLF激光器(图4),该系统能够在20Hz的重复频率下传送每脉冲10J的能量。该系统的其它特征包括带有可选择的能量和脉冲宽度的平顶波束(图5),而二极管泵浦振荡器为具有窄变性的高重复工艺提供了稳定,可重复的输出(图6)。

图5:平顶波束空间分布提供平稳的能量分布,用于一致的处理结果。
该系统采用模块化设计,可直接与生产线进行集成。可选择的参数为操作人员提供了对任何尺寸或形状的部件进行激光喷丸的灵活性,而自定义控件和诊断包可提供实时数据分析和过程控制。
Procudo激光喷丸系统已经引起了世界各地材料科学家和工程师的关注,从而在多个洲完成了以研究为导向的激光喷丸系统的安装任务。位于中国广东省的广东工业大学已经安装了一套相关系统,另一套将于2017年底之前安装在位于德国汉堡的应用航空研究中心内。这些安装项目也为许多研究人员首次提供了针对具有生产能力的激光喷丸设备的喷丸工艺进行研究的宝贵机会。

图6:8 小时测试结果显示了Procudo 200 激光喷丸系统的功率稳定性。
广泛采用激光喷丸技术为消费者带来的显著优势将是更安全的产品、更可靠的设备,并提升各行各业的工程能力。激光喷丸犹如外科手术,能够将残余压应力植入零件的关键部位,为设计师提供防止裂纹生成发展并能增加零件疲劳强度值的能力,使零部件获得更长的使用寿命,以及其它更多的节省成本的优势。随着工程师和制造商持续挑战材料能力的限制,激光喷丸将成为确保组件满足创新需求的宝贵工具。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

