









转载请注明出处。





来源:冲压帮2021-06-23我要评论(0)![]()
![]()
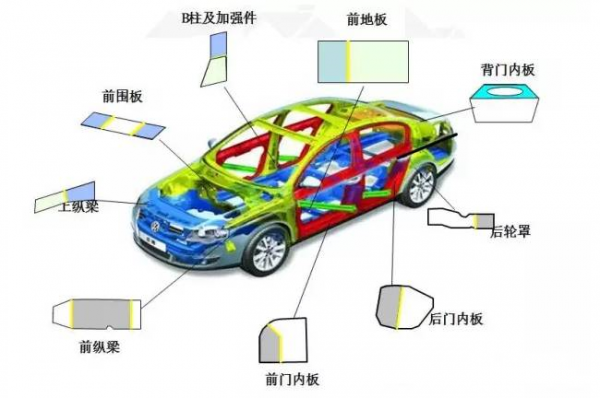
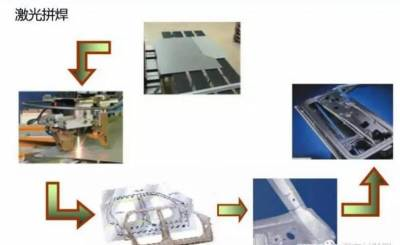
在当今的汽车产业中,焊接是一个关键的环节,采用恰当的焊接方式可以进一步提高车身抗碰撞能力,降低车身重量、造车本钱和油耗以及简化总装工序等优势。目前,汽车采用...
转载请注明出处。
① 凡本网未注明其他出处的作品,版权均属于hth官方 ,未经本网授权不得转载、摘编或利用其它方式使用。获本网授权使用作品的,应在授权范围内使 用,并注明"来源:hth官方 ”。违反上述声明者,本网将追究其相关责任。
② 凡本网注明其他来源的作品及图片,均转载自其它媒体,转载目的在于传递更多信息,并不代表本媒赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。
③ 任何单位或个人认为本网内容可能涉嫌侵犯其合法权益,请及时向本网提出书面权利通知,并提供身份证明、权属证明、具体链接(URL)及详细侵权情况证明。本网在收到上述法律文件后,将会依法尽快移除相关涉嫌侵权的内容。

 相关文章
网友点评
相关文章
网友点评

 热门资讯
热门资讯

 精彩导读
精彩导读
 关注我们
关注我们



























