



前言
1 制动盘表面激光淬火处理


2 激光淬火对制动盘性能的影响
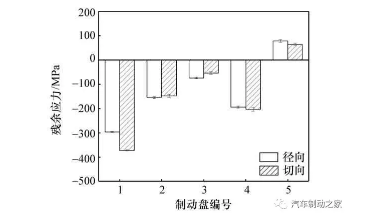
2.1 激光淬火对制动盘表面残余应力的影响
2.2 激光淬火对制动盘模态阻尼的影响

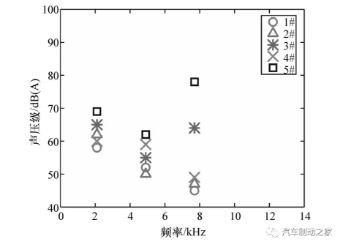
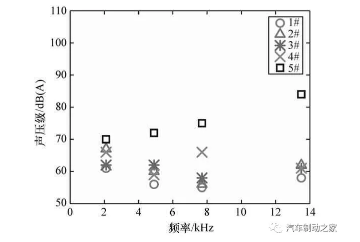
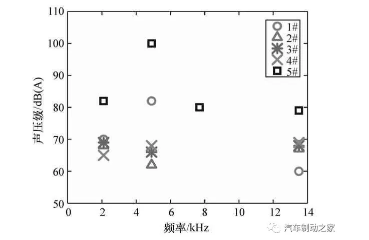
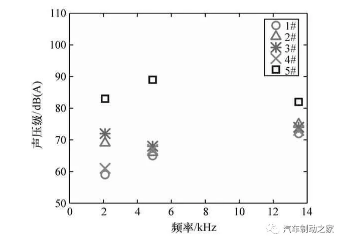
3 激光淬火对制动盘摩擦振动噪声的影响
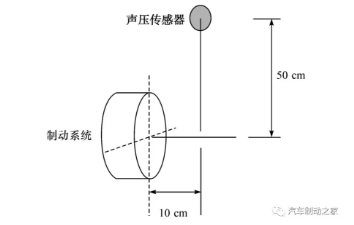
3.1 摩擦制动台架与实验方法
3.2 制动压力对制动噪声的影响


3.3 初始温度对制动噪声的影响

4 激光淬火对制动卡钳振动的影响
4.1 制动压力对卡钳振动的影响


表2 部分实验工况下的制动卡钳振动加速度均方根(RMS)值 m/s2
4.2 制动温度对卡钳振动的影响

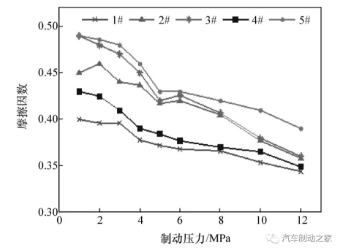
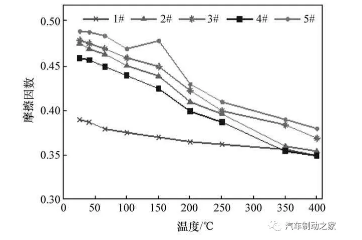
5 激光淬火对制动摩擦因数的影响
5.1 压力对制动摩擦因数的影响
5.2 温度对制动摩擦因数的影响
6 结论
作者:王书文,赵德玉,严晟凯,张 欢
上海理工大学机械工程学院
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

