






01.
激光淬火
02.
激光毛化
例如疏水性表面结构可以让水从表面流掉。用超短脉冲激光器在表面创造亚微米结构就可以实现这个特性,并可以通过改变激光参数对所要创造的结构进行精确控制。相反的效果,例如亲水性表面,同样可以实现;
水滴激光通过相关工艺提高表面粗糙度
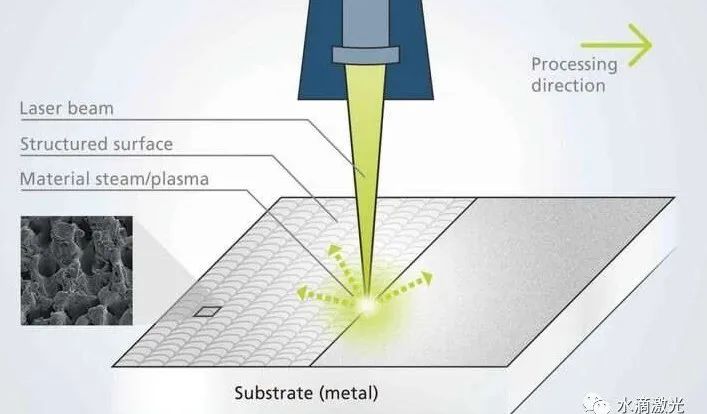
相较传统方式,表面激光结构化更加环保,不需要额外的喷砂剂或化学物质;可重复且精确,激光实现了精确到微米的受控结构,并且非常容易复制;低维护,与快速磨损的机械工具相比,激光是非接触式的,因此绝对无磨损;无需后处理,激光加工的部件上不会留下熔体或其他加工残留物。
03.
激光炫彩表面处理
激光回火常用在激光炫彩表面处理上,又称做激光彩色打标。工艺原理是激光加热材料时,将金属局部加热到略低于其熔点,在适当的工艺参数下,此时栅极的结构会发生变化;在工件表面会形成氧化层,这层薄膜在光的照射下,入射光干涉使各种回火色在这时出现,表面生成的这一层幻彩的打标层,随着不用的观察角度而变化,标记的图案也会变幻出各种不同的颜色。
03.
激光炫彩表面处理
水滴激光发表关于超快激光炫彩表面处理的报告
这些颜色在高达约 200 °C 时保持温度稳定。温度更高时,栅极会恢复其初始状态—打标消失。表面质量将完整保留。在防伪的应用上具有高度的安全性和可追溯性。近年来已成熟运用于医疗技术领域,除了通过超短脉冲激光器进行全新的黑色打标外,还非常适合进行产品标识,从而根据 UDI 指令实现唯一可追溯性。
04.
激光熔覆
05.
激光热处理
06.
激光抛光
应用案例如轻型大型望远镜光学部件(尤其是大尺寸和复杂形状反射镜)的材料碳化硅陶瓷。RB-SiC作为一种典型的高硬度、复相材料,表面精密抛光技术困难,效率较低。通过飞秒激光对预涂有Si粉的RB-SiC表面进行改性,仅经过4.5小时的抛光,即可得到表面粗糙度Sq 为4.45 nm的光学表面,与直接研磨抛光相比,抛光效率提高了3倍以上。激光抛光还广泛应用在模具、凸轮及涡轮叶片的抛光方面。
07.
激光喷丸
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

