




随着不锈钢板深入到各种生产制造领域中,薄板不锈钢板焊接加工也就成为生产制造中一个重要工序。
为了节约成本、提高生产效率,这些行业越来越广泛的开始应用激光焊接工艺,所选择的激光器光源也由气体激光器逐渐转变为固体激光器。
固体激光器中YAG激光器、光纤激光器和半导体激光器在焊接薄板不锈钢中各有优势,具体特点如表1所示。

从表1中可以看出,与YAG激光器和光纤激光器相比,半导体激光器在光电转换效率、焊接速度、焊缝强度、装配间隙要求等方面均有一定优势。
焊缝的力学性能直接决定了产品的使用要求和使用寿命。那么,半导体激光和光纤激光的焊缝力学性能是什么样的关系?
下面我们以焊接0.7mm不锈钢为例进行焊接试验,看看半导体激光焊接和光纤激光焊接的不同试验结果。
焊缝横断面如图1所示,从图1中可以看出光纤激光焊缝熔宽为1.203mm,而半导体激光焊缝熔宽较大,达到了1.581mm。
光纤激光焊接 ↓

图1 两种激光焊接焊缝形貌
对两种激光焊接试样进行拉伸试验,试验结果如图2所示,从图2中可以看出光纤激光焊接试样最大抗拉强度为10.8kN左右,半导体激光焊接试样最大抗拉强度10.1kN左右,两者最大抗拉强度相差较小。

图2 两种激光器焊接接头抗拉强度
在相同聚焦光斑情况下进行不同板厚装配间隙焊接试验,试验结果如表2所示。

通过以上表2数据,我们绘制出板厚与装配间隙关系曲线,如图3所示。
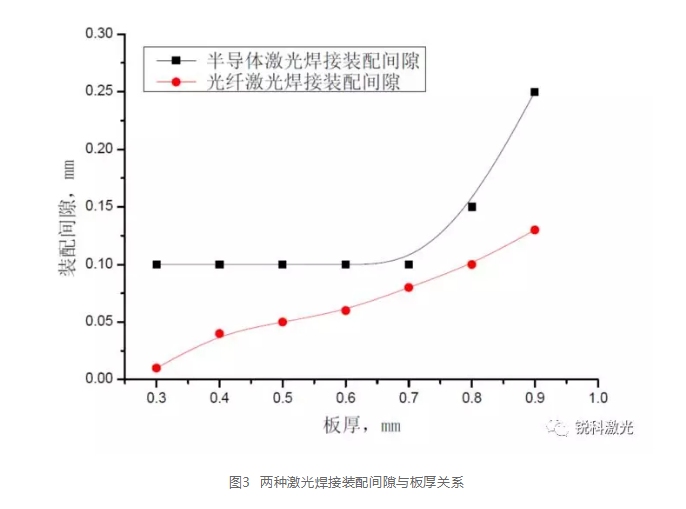
从图中可以看出在不同板厚下半导体激光焊接装配间隙均大于光纤激光焊接装配间隙,随着板厚的增加装配间隙相差越大。
光纤激光焊接的装配间隙可达板厚的3.3%~14.4%,而半导体激光焊接的装配间隙可达板厚的14.2%~33%,半导体激光在装配间隙方面优势明显。
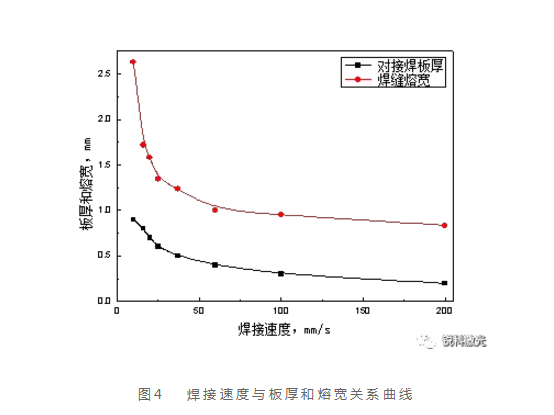
另外,在焊接速度方面,相较于 YAG激光焊接,半导体激光的焊接速度优势明显。
图4为半导激光焊接薄板不锈钢试验焊接速度与板厚和熔宽的关系曲线,可以看出,焊接速度随着板厚减小而快速增加。
半导体不锈钢薄板焊接在某些领域具有独特的优势,待开发的市场也很大。
产品推荐

锐科激光研发的中高功率光纤输出半导体激光器,其中500W~3000W的产品可应用于金属薄板热传导焊接。通过热传导焊接,激光沿着需要连接的轨迹将板材熔化,使两块薄板连接处熔化结合,冷却后形成焊缝。
热传导焊类似于点焊,但是激光束在熔池形成后是移动的。比起传统焊接,激光热传导焊接不仅可以减少材料变形,而且是一种更快的焊接方式。另外,它无需任何后续处理即可实现光滑、无孔的焊缝。
应用市场:不锈钢焊接
应用行业:建筑五金、五金工具、日用五金焊接
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

