





1 引言
并联运动机床(Parallel Kinematics Machine Tool,PKM),简称并联机床(Parallel MachineT001),也称虚拟轴机床,它以空间并联机构为基础。混联型并联运动机床(HybridPKM),简称混联机床,属于并联运动机床概念范畴。
并联机床与传统机床在运动传递原理上有着本质的区别,而且结构和配置呈多样化形式,很难有一种控制系统适合所有并联机床的要求,因此需要机床开发者自行配置控制硬件和软件,并要求并联机床的控制系统必须是开放结构,以提高系统适用性。目前,比较现实的实现开放式数控系统的途径是PC+多轴控制器。这种结构中,PC机处理非实时部分,实时控制部分由多轴控制器来承担,形成多级分布式控制模式。这样架构出来的数控系统既具有前端PC机的柔性,又具有专用CNC系统的稳定性和可靠性。目前在国内市场上,性能价格比较高的当属PMAC开放式控制系统。由于PMAC运动控制器优异的轨迹跟踪能力和开放特性,在很多高性能的数控系统和研究项目中选用它构建开放式控制系统。TurboPMAC多轴运动控制器是PAMC系列的升级版本,保持了PMAC的优良性能,其特有的多种开放特性,更适合于构建复杂的开放式数控系统。
北京理工大学在“985”项目的支持下,研制成功了3PRS-XY混联型并联机床样机,作者结合该机床的研制,设计了基于“PC+TurboPMAC”模式的开放式数控系统。
2 混联机床结构
新型3PRS-XY型混联机床为五轴联动加工机床,实物如图1所示,由并联机构和串联机构两部分构成。上半部分为一个3自由度的3-PRS型并联机构,包括固定平台和动平台,固定平台和动平台之间通过三个定长杆件联接,每一杆件链包含移动副(P)、转动副(R)和球面副(S)。三个移动副水平120°均匀分布在固定平台的立柱上,并由直线电机驱动。该机构的动平台具有一个平动自由度(Z轴)和两个旋转自由度(A、B轴)。下半部分为X-Y工作台,具有两个平动自由度(X、Y轴)。
图1 3PRS-XY混联机床
3 数控系统硬件构成
控制系统采用“PC+运动控制器”的开放模式,如图2所示。

图2 数控系统硬件构成
PC机选用研华AWS-2848VTP一体化工作站,运动控制器为美国DeltaTau公司的TurboPMAC多轴运动控制卡。控制系统包含五套伺服驱动系统,分别用于并联机构的三组直线电机驱动和串联机构的两组交流伺服电机驱动。采用光栅尺进行位置检测。通过TurboPMAC的五个伺服控制通道,实现五组伺服系统的闭环控制。利用TurboPMAC的第六个伺服通道控制主轴电机变频器实现主轴调速,以支持数控代码中的主轴速度指令。I/O板连接到Turbo PMAC上,通过内置的PLC功能控制机器的辅助功能设备、主轴启停、检测机床限位、驱动指示装置和报警装置、检测控制面板输入指令信号等。
控制系统的特点是,以PC总线工业控制计算机为控制核心,以PMAC多轴控制卡为运动控制模块,形成以PC机为上位机、TurboPMAC多轴控制卡为下位机的分布式控制。
4 数控系统工作原理
图3为数控系统的工作流程,顺序由PC、TurboPMAC和伺服驱动系统三部分完成整个数控过程。该控制流程在组成结构上与目前基于“PC+PMAC”并联机床数控系统的研究成果相比,最大特点就是将粗插补和逆运动学变换嵌入到TurboPMAC中,使3PRS-XY混联机床数控系统实时控制性能明显提高。

图3 数控系统工作流程
并联机床控制是并联机床研究的关键技术,也是难点,比传统机床的控制更为复杂。传统机床的每一个自由。度均有一套专用的伺服驱动系统,每个自由度的运动是独立的。并联机床的自由度是耦合的,刀具在操作空间的运动是关节空间伺服运动的非线性映射。刀尖轨迹规划和编程在虚轴上进行,一般基于笛卡儿坐标,而实际驱动轴在并联杆系的节点上,是基于关节坐标的,它们之间的运动是非线性关系。因此,必须通过机构的逆运动学进行变换,将虚轴的规划量转换为实轴的控制量,该过程又称为虚实映射。由于虚实变换具有很强的非线性,为保证精度,在施行运动学变换前,还必须首先对规划轨迹(包括直线段)进行数据点密化,即在笛卡儿坐标空间中进行粗插补。通过粗插补处理,可以有效地减少由于非线性映射造成的原理性误差。采用极小的采样周期进行粗插补,所产生的此类误差甚至可忽略不计,但插补所产生的大量的数据需要传送到运动控制器中,由于通讯速率的限制而导致在线实时控制功能难以实现。本系统充分利用了TurboPMAC提供的运动学计算功能,将逆运动学计算程序下载到TurboPMAC中,并且由Turbo PMAC来完成粗插补处理,极大地降低了PC与TurboPMAC之间的数据传输量,提高了数控系统的实时性能。粗插补采用了时间分割算法,通过TurboPMAC提供的段细分功能实现,并通过特定的I变量设定粗插补周期。精插补采用TurboPMAC内置的样条插补功能,以此来提供伺服控制所需的位置指令数据。
控制系统的这种设计方法,使数控加工程序的运行过程不再依赖于上位机操作系统的实时性能,完全通过TurboPMAC自身完成混联机构的运动控制。同时可直接利用TurboPMAC提供的C代码调用功能和刀具半径补偿功能,降低了系统的开发周期,提高整个数控系统的实时控制功能。
5 数控系统软件设计
数控系统软件基于Windows操作系统平台,用Borland的C++Builder6.0开发。软件系统采用多任务调度模式开发,根据预定的调度策略调整各功能事件的运行状态。图4所示,整个任务系统包括两大模块:系统管理和机床接口。由于运动学程序已嵌入到TurboPMAC中,数控系统软件不再对运动学变换和插补进行任务分配。
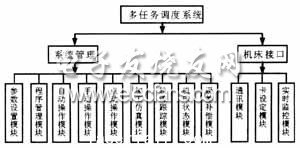
图4 控制系统软件模块
系统管理模块主要完成数控程序的预处理和人机信息交互,其中:参数设置模块用于设置刀具参数设置和机床结构参数;文件管理模块用于载人、存储或编辑NC加工代码程序;自动操作(Auto)模块完成数控程序的自动下载和运行控制;手动操作(MDA)模块可手动输入单条数控指令,直接控制机床单步运动;点动操作(Jog)模块控制机床各虚拟轴的点动运行,进行刀具位置调整和工件坐标系的确定;仿真模块根据加工程序进行机构的运动学仿真,校验作业空间和运动干涉;轨迹跟踪模块实时显示电机运动轨迹和虚轴刀尖轨迹;机床状态模块显示刀尖坐标值、主轴转速、进给速度、操作状态和故障状态等信息;误差补偿模块动态加载误差补偿规则、算法和数据,修正运动控制量,减小加工误差。误差补偿数据可通过专用仪器检查刀尖位置获得,也可来源于加工过程中的误差测量统计。#p#分页标题#e#
机床接口模块负责处理与TurboPMAC有关的任务,其中:通讯模块用于建立PC与Turbo PMAC之间的数据通讯渠道;卡设置模块完成TurboPMAC的初始参数配置;实时监控模块用于完成数控程序和数控命令的下载,并实时检查TurboPMAC数据区状态和伺服系统运行状态,将检查数据传送到轨迹显示模块和机床状态显示模块,实现刀具轨迹、伺服轴运动轨迹、控制状态和故障报警的实时显示。
6 结束语
本设计减轻了主机运行和数据通讯负荷,提高了控制的实时性能和主机的管理功能。软件系统充分利用了Windows平台的资源优势,采用面向对象的设计方法建立友好的用户操作界面和任务调度体系,使整个系统模块化程度高、可操作性好且功能便于扩展。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

