




pmsoft软件介绍
与台达plc的wplsoft软件相似,dvp20pm的编程软件pmsoft按照iec61131标准设计,具有梯形图和语句表两种编程方式,且具有g码汇入、错误提示、区段注释、装置注释、标尺、完善的监控窗口、运动指令追踪等便利工具提供给用户,特别值得一提的是该软件具有运动轨迹仿真功能,当您编辑好程序后可利用此功能对加工轨迹进行模拟演示,参见图5。
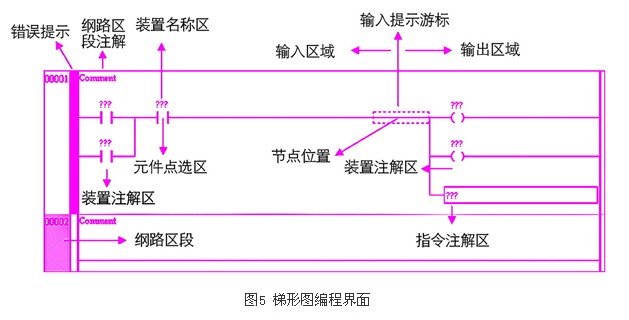
为方便切换阶梯窗口,只要点选系统信息列中的树枝状对应的程序编号,自动切换对应的程序编辑窗口,在pmsoft编辑环境中同时只能有一个阶梯图窗口,这是为了在庞大复杂程序中找寻程序方便,同时将主程序、运动子程序、一般子程序这三种程序模块化处理,o100主程序只有一个编辑窗口,oxn运动程序有100个编辑窗口,pm子程序有256个编辑窗口,总共有357个窗口,每个窗口未编辑都有10network。程序编辑由网络区段组成,每个网络区段是由输入与输出编辑区域所组成,在编辑过程中,自动产生逻辑结构正确的阶梯图,使用者无须再做额外补线的动作,网络区段编辑并具有错误提示功能。
运动控制编程
相关概念
在谈到dvp20pm产品的应用之前,我们对以下概念进行一个简要介绍。
插补
插补是在组成轨迹的直线段或曲线段的起点和终点之间,按一定的算法进行数据点的密化工作,以确定一些中间点。从而为轨迹控制的每一步提供逼近目标。
逐点比较法是以四个象限区域判别为特征,每走一步都要将加工点的瞬时坐标与相应给定的图形上的点相比较,判别一下偏差,然后决定下一步的走向。如果加工点走到图形外面去了,那么下一步就要向图形里面走;如果加工点已在图形里面,则下一步就要向图形外面走,以缩小偏差,这样就能得到一个接近给定图形的轨迹,其最大偏差不超过一个脉冲当量(一个进给脉冲驱动下工作台所走过的距离)。
直线插补
这个概念一般是用在计算机图形显示,或者数控加工的近似走刀等情况下,以数控加工为例子:一个零件的轮廓往往是多种多样的,有直线,有圆弧,也有可能是任意曲线,样条线等。数控机床的刀具往往是不能以曲线的实际轮廓去走刀的,而是近似地以若干条很小的直线去走刀,走刀的方向一般是x和y方向。
插补方式有:直线插补、圆弧插补、抛物线插补、样条线插补等等。
所谓直线插补就是只能用于实际轮廓是直线的插补方式(如果不是直线,也可以用逼近的方式把曲线用一段段线段去逼近,从而每一段线段就可以用直线插补了)。首先假设在实际轮廓起始点处沿x方向走一小段(一个脉冲当量),发现终点在实际轮廓的下方,则下一条线段沿y方向走一小段,此时如果线段终点还在实际轮廓下方,则继续沿y方向走一小段,直到在实际轮廓上方以后,再向x方向走一小段,依次循环类推。直到到达轮廓终点为止。这样,实际轮廓就由一段段的折线拼接而成,虽然是折线,但是如果我们每一段走刀线段都非常小(在精度允许范围内),那么此段折线和实际轮廓还是可以近似地看成相同的曲线的--这即是直线插补。#p#分页标题#e#
联动与插补
一个点的空间位置需要三个坐标,决定空间位置需要六个坐标。
一个运动控制系统可以控制的坐标的个数称做该运动控制系统的轴数。而可以同时控制运动的坐标的个数称做该运动控制系统可联动的轴数。联动各轴的运动轨迹具有一定的函数关系,例如直线,园弧,抛物线,正弦曲线。直接计算得出运动轨迹的坐标值往往要用到乘除法,高次方,无理函数,超越函数,会占用很多的cpu时间。为了实时快速控制运动轨迹,往往预先对运动轨迹进行直线和圆弧拟合,拟合后的运动轨迹仅由直线段和圆弧段所组成,而计算运动轨迹时,每一点的运动轨迹跟据前一个坐标点的数据通过插补运算得到,这样就把计算简化为增量减量移位和加减法。
实现多轴联动的直线插补并不困难,圆弧插补一般为两轴联动。插补运算可以有多种算法,例如“dda算法”,“逐点比较法”,“正负法”,“最小偏差法(bresenham 算法)”等,其中最小偏差法具有最小的偏差和较快的运行速度。
dvp20pm运动控制型plc可实现2轴联动,支持直线和圆弧插补,以及相应的第三轴处理。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

