




钣金行业现状和地位
作为为国民经济发展和国防建设提供技术装备的基础性、支柱性产业,钣金加工业目前已成为我国规模最大的产业门类之一。近年来随着国内机械制造行业,通讯电子,精密仪器、汽车和造船等行业的逐步兴起,也带动钣金加工行业的快速发展。目前国内在经济发展较快的地区和制造业发达地区都出现了钣金行业集群;在珠江三角洲,长江三角洲,和环渤海经济区,都出现了规模庞大的产业集群,已经形成了当地的一个产业链。
钣金加工行业目前普遍引入了加工配送的理念,采用原材料采购-切割(冲裁)下料-折弯成形-焊接-打磨-喷涂-包装-配送一体化服务,免去了制造企业采购原材料、运输等繁杂程序,从而使制造企业更加专注于新技术的开发和市场动向的研究,从而反过来推动了制造行业的发展。
钣金行业现状和面临的问题
目前钣金加工行业处于加快发展时期,通过引进国内外高技术柔性钣金加工装备,比如激光切割机,数控冲床和高精度折弯机,行业技术水平较几年前已经明显提高。但是,作为钣金加工无法避免的一个环节 - 焊接,普遍还是采用氩弧焊和气保焊,由于焊接时热输入量很大,容易导致工件变形,无法满足高精度要求的产品;一般需要打磨等后处理工艺,耗时耗力,随着人工成本日益高涨,打磨的成本已经成为必须要控制的环节;工作环境中产生粉尘对人的身体有一定伤害,也使得工人望而生畏不能在这一岗位长期工作,特别是90后的年轻人不愿意学钣金工,未来几年钣金行业将面临人才短缺的危机。一个典型的钣金加工厂,花在焊接和打磨上的工时占到所有工时的50%~70%,钣金行业需要提高工艺水平,降低生产成本,吸引人才,提高企业竞争力,必须要从根本上改善焊接工艺。目前在钣金行业比较发达的德国等国家,自动化激光焊接工艺已经被普遍采用。
激光焊接的特点和优势
激光焊接作为一种高质量、高精度、低变形、高
效率和高速度的焊接方法,日益受到人们的关注. 目前已经广泛应用在汽车,钢铁,电子,船舶制造等各个行业。 激光焊接主要有以下几个特点:
1、激光焊接热输入量少,热影响区域较小,不容易引起变形,可进行精密加工;
2、焊点小,焊缝窄,整齐美观,焊后无需处理或只需简单处理工序,大大降低了后处理工序,提高工作效率和成功率。
3 焊接速度快,提高生产效率;
4、激光通过光纤传导,激光焊接过程易于实现自动化焊接,重复性好,降低人为因素导致的误差。
5. 一台激光器支持多路输出行程激光网络,提高激光器的驾动率和生产效率,如图一所示。#p#分页标题#e#
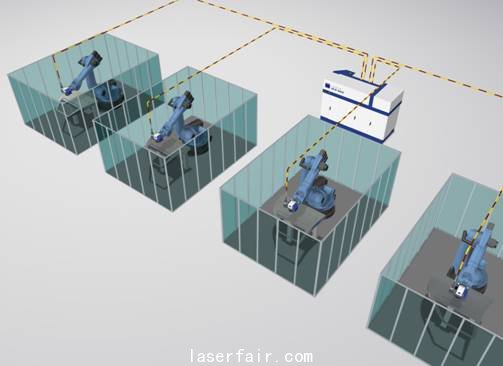
图一:通快激光网络提高激光器驾动率
适用于钣金加工的激光器
目前用于材料加工的激光器种类有二氧化碳激光器,灯泵浦YAG激光器,碟片激光器,光纤激光器和直接二极管激光器。没有任何一种激光器能够胜任所有材料加工,需要根据具体的加工要求选择合适的激光器。如图二所示,不同的HTH登陆入口网页
对于激光功率和光束质量的要求各不相同:

图二:不同的激光加工:对光束质量/功率的要求不同
对于钣金的激光焊接主要有两种方式:远程扫描焊接和传统焊接。远程扫描焊接通过机器人带动振镜头在工件上方移动,而激光束运动是通过振镜扫描来完成。工作距离远,需要较高的光束质量。
远程扫描焊接焊接效率高,适用于大规模生产,目前在汽车钣金行业应用非常广泛,所使用的激光器主要是通快公司的4kW~6kW的碟片式激光器,光束质量为8mm*mrad. (图三)
但是对于主要为机械制造配套的钣金加工来说,往往面临数量少,样式多,结构复杂的特点,则还是要采用常规的激光焊接方式-机器人带动标准聚焦镜头,光束运动通过机器人运动来实现。如图四所示。采用这种方式焊接不锈钢,采用惰性气体(一般为氩气或氮气)保护进行热传导焊接,可以得到非常光亮的焊接表面,一般情况下不需要打磨等后续环节。对于常规焊接,采用标准聚焦镜头,并不需要很好的光束质量,目前最理想的用于常规激光焊接的激光器是直接二极管激光器。通快公司的2kW直接二极管激光器TruDiode2006光束质量为30mm*mrad,插头效率接近40%,二极管模块采用被动冷却方式,已经不再是消耗品。目前在国内外TruDiode激光器已经成功应用于钣金件的三维焊接。

图三:通快4kW碟片式激光器用于远程扫描焊接
#p#分页标题#e#

图四:通快直接二极管激光器TruDiode用于常规焊接
激光焊接用于钣金加工的成本效益分析
激光焊接工艺的初期投资成本较高。 激光焊接应用于高度自动化,大规模量产的行业已经证明是非常成功的,能够大大提高生产效率,提升产品质量并降低单件成本。但是,在中小规模的钣金加工企业,由于经常面对的情况是款式多,数量少,很多人担心成本效益的问题,所以大多数人还是采用氩弧焊的方式。从运行成本来说,氩弧焊的具有较低的夹具费用和操作费用,但是后续打磨需要大量工时。随着中国沿海地区逐步告别低劳动成本时代,打磨环节的费用会越来越大。实际上,如果加工的产品数量达到一定规模,激光焊接的成本并不一定比氩弧焊成本高。下面就以图五所示的样品计算氩弧焊和激光焊的成本。

图五:不锈钢样品:氩弧焊和激光焊
表一:不同批量的产品用于氩弧焊和激光焊成本比较
|
|
氩弧焊 |
激光焊(TruDiode2006) |
||||
|
焊接夹具费用 [¥] |
500.00 |
2000.00 |
||||
|
一次编程费用 [¥] |
0.00 |
1000.00 |
||||
|
准备时间 [min] |
5.00 |
15.00 |
||||
|
焊接时间 [min] |
15.00 |
2.00 |
||||
|
打磨时间 [min] |
30.00 |
0.00 |
||||
|
打磨材料费用 [¥/pc] |
1.00 |
0.00 |
||||
|
批量 |
10.00 |
50.00 |
100.00 |
10.00 |
50.00 |
100.00 |
|
单件产品总耗时 [min] |
45.50 |
45.10 |
45.05 |
3.50 |
2.30 |
2.15 |
|
焊接设备每小时费用 [¥] |
30.00 |
70.00 |
||||
|
人工每小时费用 [¥] |
40.00 |
40.00 |
||||
|
单件产品总费用 [¥] |
54.08 |
53.62 |
53.56 |
106.42 |
24.22 |
13.94 |
|
单件产品总费用(含夹具)[¥] |
104.08 |
63.62 |
58.56 |
306.42 |
64.22 |
33.94 |
从表一中的计算可以看出,当同一工件的数量超过50件时,激光焊接的单件成本低于氩弧焊的单件成本。
结语
目前钣金加工行业处于加快发展的时期,各企业面临提升技术水平和产品工艺,提高生产效率的课题。焊接工艺作为钣金加工中重要的环节,已经成为制约钣金加工业发展的瓶颈。采用激光焊接工艺,能够极大改善产品焊接质量,提高生产效率并且降低成本,是增强钣金加工企业竞争力的利器。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

