




随着再制造理念逐渐被社会接受,我国再制造产业正取得积极进展,产业规模不断扩大。传统再制造技术主要包括氩弧焊、喷涂、电镀、刷镀等。激光再制造技术是近年来新兴的一种技术模式,激光熔覆为激光再制造技术的主要手段之一。激光再制造技术的出现打破了传统再制造技术在可修复材料及修复零件形状等方面的限制,突破了再制造技术的局限性,采用激光再制造技术修复高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、冶金、汽车等十几个行业认可。2008年,徐滨士院士将激光加工技术纳入再制造领域,称为激光再制造。





激光再制造的技术具有优质、高效、节能、节材、环保等优势,通常以损伤及废旧的零部件作为再制造对象,但在实际生产应用中发现,由激光再制造处理过的废旧部件不仅仅恢复原有的性能参数,甚至优于新件的性能指标,所以近年来激光再制造技术也逐步成为新品提高性能的一种手段。
激光再制造设备
常用的激光再制造装备为CO2激光再制造成套设备,此类装备一般为五轴机床式结构,应用较广泛,但CO2激光波长较长(10.6μm),金属对该波长的吸收率较低,采用硬光路传递激光光束,系统的柔性较差。近两年采用光纤传导的光纤激光及半导体激光再制造装备的出现掀起了再制造技术革新的新高潮,其高柔性、短波长(0.8~1.07μm)的特性决定了光纤激光及半导体HTH登陆入口网页
的良好前景。下面以新松公司自有的6kW横流CO2激光再制造平台及10kW光纤激光再制造平台为例,介绍激光再制造装备的特点。
1. 6kW横流CO2激光再制造平台
6kW横流CO2激光再制造平台主要包括6kW横流CO2激光器、冷水机、工作台、送粉器、激光加工头等,采用五轴龙门式机床结构,适应平面、曲面及回转面等零部件的激光再制造应用,如曲轴、齿轮轴、汽车模具、轴套的激光修复,其最大加工范围为3.8m×2m×1.8m,可修复工件最大载重为15t。
其中送粉器及送粉头是激光熔覆主要辅助装置,根据工件的要求不同送粉头又分为同轴式送粉头和旁轴式送粉头。新松公司自主研发了双料仓负压式送粉器(图2a)、同轴送粉头(图2b)及旁轴送粉头(图2c),经产业化应用考核,系统性能稳定,加工效果良好。新松公司研发的XSL-PF-01B-2双料仓负压式送粉器采用载气式送粉结构,可以实现长距离的粉末输送,是实施激光熔覆的关键辅助设备,送粉粒度20~150μm,粉末输送量5~150g/min,该送粉器能满足各类金属零部件激光熔覆工艺的送粉要求。送粉器的功能特点包括:

1)可实现加工设备(如激光器)控制主机的集成控制;

2)送粉量精确、稳定,送粉量和载粉气流量连续可调;
3)两个料仓可单独送粉,也可同时送粉;
4)有机玻璃可视粉筒;
5)单片机和触摸屏控制,性能稳定、安全可靠。
2. 10kW光纤激光再制造平台
新松公司搭建的10kW光纤激光再制造平台基本结构为10kW光纤激光器+机器人激光加工头+工件旋转机构+自动送粉系统,具体见图3,输出光纤芯径为600~1000μm,最大激光输出功率为10kW,是国内首台万瓦级光纤激光再制造平台,可实现三维曲面的激光再制造。其中光纤激光专用熔覆头(图4)为新松公司自主研发的产品,与自主研发的负压式送粉器配合形成高效、稳定的送粉系统,满足生产技术要求。
10kW光纤激光再制造平台是针对不方便运输、不易拆卸大型装备及其零部件的现场激光加工需求搭建的,该平台可实现因长期处于磨损或腐蚀等工况下而失效的装备及其零部件的现场激光修复以及提高零件表面硬度与耐磨性的激光热处理等,具有高精度、高柔性等特点。

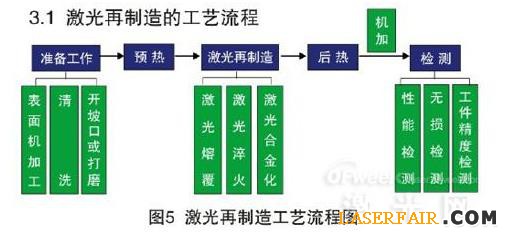
激光再制造流程及方法

激光再制造的工艺流程见图5。首先,需要修复的工件均应经常规处理(回火、退火),待加工表面需机械加工至粗糙度Ra6.3以上,并保持清洁,根据修复工件的特点进行开坡口及打磨等前期工作;根据基材材料、基材热处理状态和需要熔覆材料的硬度要求,确定是否进行预热或后热工序。一般情况下,首先利用激光熔覆工艺热输入少、变形小的特点,对适用工件或装备进行局部或薄层修复,应力不大,不需要进行预热处理;之后进行激光再制造加工,根据材料特点选择适当的激光工艺参数,注意防止气孔、裂纹、夹杂等缺陷出现;机加是激光再制造的后续步骤,主要应用于激光熔覆的后期处理,最后进行激光再制造检测,包括硬度检测、抗裂性能检测、X射线检测、超声波检测等,通过一系列的检测项目确定激光再制造的效果,最终形成激光再制造最佳工艺。
1.激光再制造主要方法
激光再制造的主要方法包括激光熔覆、激光淬火、激光表面合金化等,根据修复零部件的受损情况采用不同的修复方式。
1)激光熔覆利用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,形成一种具有特殊性能的表层,这种表层通常具有耐磨、耐蚀、耐热、抗氧化等性能,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、夹杂、裂纹等缺陷控制较好;
2)激光淬火是利用聚焦后(或经过光束整形)的激光束加热于金属表面使其发生马氏体相变形成马氏体淬硬层的过程,经过激光淬火加工后工件表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求;
3)激光合金化则通过激光加入将合金粉末与基体材料相作用形成一种新相的表面处理方式。
激光再制造应用领域
1.激光熔覆
1)高反射高热导率材料的激光熔覆
利用激光熔覆技术熔覆热导率低的材料研究开始得较早,而高热导率基材的激光熔覆是最近几年才发展起来的。热导率高的材料因其导热快、加工表面很难熔融,致使加工表面很难与熔覆粉末形成紧密结合的冶金涂层,目前国内一些研究机构对高反射率高热导率的典型材料——铜基体进行了激光熔覆工艺的研究。铜基体对激光的吸收率很低,但与CO2激光熔覆工艺相比较,光纤激光(波长为1060~1090nm)熔覆时,基材对激光的吸收率更高,激光的利用率也更高,从而使熔覆表面更易与熔覆粉末形成冶金结合。
在国外,新型的光纤激光器已正式登上激光加工的舞台,由于其光电转换效率高、柔性好,一经推出便得到了广泛的应用。国内也逐步引进了光纤HTH登陆入口网页
于激光熔覆,目前新松公司开发的光纤激光再制造平台最大功率已达到10kW(图3),是国内首台万瓦级光纤HTH登陆入口网页
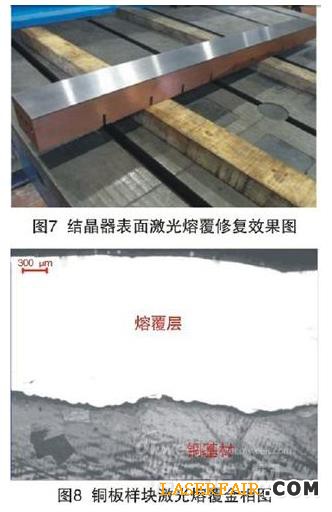
平台,利用此平台进行了对连铸机的核心部件结晶器做出了一系列技术研究工作。结晶器是连铸机非常重要的部件,是一个强制水冷的无底钢锭模,称为连铸设备的“心脏”。新松公司通过开发预热装备、激光熔覆送粉装置、熔覆喷嘴及合金粉末成分的优化,成功地将激光熔覆技术应用于铜结晶器的修复(图7、8),该技术为国内首创。由于热疲劳及磨损,每个铜结晶器的使用寿命仅为一周,而受基体材料及结晶器形状的影响,传统的再制造技术对铜基材损伤较大,使用寿命较低,浪费了资源且影响了生产效率。新松公司采用自有技术,通过建立一套均匀预热的恒温控制系统,采用智能PID温度控制技术,提供一种能有效减缓高反射高热导率基体在激光熔覆过程中迅速传导激光能量的方法,在结晶器表层熔覆合金粉末或对损伤部位进行激光修复,极大地提高了表层的耐蚀性能,使其寿命由1周延长至3周,且实现结晶器局部修复和多次修复而不损伤基本尺寸,解决了铜结晶器再制造的技术难题,达到提高生产效率、节能降耗的目的。


2)普通材料的激光熔覆
激光熔覆技术自诞生以来,作为一种有效的再制造方法广泛应用于热导率低的材料的修复,如英国的PR航空发动机将它用于涡轮发动机叶片的修复,美国海军实验室用于修复舰船螺旋叶。近年来国内对此项技术应用也取得很大进展,新松公司采用6kW横流CO2激光再制造平台和10kW光纤激光再制造平台,配合自主研发的激光自动送粉系统,能满足各种金属材料、斜面及立面的三维激光熔覆工艺,加工效果优良,广泛用于叶片、曲轴、模具、转子、轧辊、齿轮、导轨等再制造。
特别是转动设备在使用的过程中,由于工况、使用年限、机组故障等各种原因,都会出现不同程度的局部损坏现象。这些损坏都会使机组的某个部位产生质量问题(如轴颈、叶片等),无法正常工作。而机组的其他部位,无论是质量、使用寿命等都符合继续使用的要求。对于这种局部区域关键零部件损伤,新松公司开发了设备关键部件局部修复技术,进而恢复整个机组的性能,形成一套完整的解决方案,从入厂检验、工艺方案制定到修复,最后进行动平衡检验及无损探伤等,确保激光修复质量。如新松公司对某燃气轮机转子进行激光修复,该转子轴颈部位出现磨损及拉伤现象,影响轴承密封;经激光修复的熔覆层质量好,与基体为冶金结合状态,无气孔、裂纹、夹杂等缺陷,并为机加工预留足够余量,完全达到该转子的尺寸、精度、光洁度等技术要求(图9),经上机安装使用,密封效果良好,性能稳定;有效地避免了常规修复方法出现轴变形和熔覆层的气孔、夹杂等风险。此外,新松公司开发的激光修复技术还应用于齿轮轴激光熔覆(图10)、水泵轴轴颈及螺纹激光修复(图11)等,并为几十家公司提供了激光再制造工艺和设备的整体解决方案。


2. 激光淬火
国内许多机构正致力于开发激光淬火工艺技术并推广至产业化应用,新松公司研发了汽车覆盖件冲压磨具的激光强化再制造技术,解决了某汽车公司汽车顶盖模具、汽车钣金拉延凹模具、隔音加强板拉延模具、汽车顶盖压边圈模具等淬火强化的技术难题,经过激光淬火硬化处理和激光修复处理后模具性能大大优于处理之前,一次修磨的压件次数增加了2倍,最终提高了压件质量,避免了模具拉伤现象,减少了模具修磨次数,提高了钣金冲压生产线的效率(图12)。另外新松公司还对齿轮齿条、导引车导轨等进行了激光强化处理,经过激光淬火的表面使用寿命至少提高一倍,减少了设备大修次数,提高了设备的整体性能。
3.激光合金化
在激光合金化方面,新松公司采用激光纳米陶瓷合金化处理措施,为高NiCr合金铸铁轧辊提高了表面硬度和热强性能(图13),表面硬度由HRC45~50提高到HRC60~65,陶瓷强化层厚约0.2mm,总硬化层0.8mm;处理后的轧辊表面硬度均匀,表面光洁度达到Ra3.2以上。经上机使用,轧辊使用寿命提高1倍。

展望
激光加工技术在再制造业中的应用与在其他制造业中的应用一样,有着其他加工技术不可替代的优点。激光加工用于再制造业是由相变硬化发展到激光表面合金化和激光熔覆,由激光合金涂层发展到复合涂层及陶瓷涂层,从而使得激光表面改性技术成为再制造的一项重要手段。从事这方面研究的有中科院金属所和北京、天津、杭州等地高校激光工程中心,他们都为激光加工应用于再制造业发挥了较大作用。用于再制造的其他激光加工技术将逐步出现。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

