




汽车行业中采用激光焊接的案例司空见惯,无论是白车身还是装饰好的车,仅凭肉眼就能分辨的车身结构就有顶盖与后盖,其他类似车门、门槛和齿轮等结构虽不易被发现,整车也因为有了激光焊接的质量保障而变得更加轻便节油,也更加安全。国内激光企业对激光焊项目垂涎欲滴,苦于系统平台搭建、工艺稳定性等关键问题而望而却步。华工激光法利莱,秉承多年从事汽车厂激光焊项目的丰富经验,从技术应用的角度讲述了项目的技巧,本次应相关汽车厂的邀请,就相关技术问题,作一个全面的技术交流,内容问答式进行。



问题一:激光焊接在汽车行业的典型应用,包括车门,底板,白车身等有哪些优势?
法利莱:就激光焊而言,是利用激光的高集中度的热量,熔化或不熔化填充材料而将被焊母材连接在一起的过程。激光的瞬间温度可高达6000℃,能量密度高,是其他热源能量的100~1000倍,可实现大的深宽比焊缝,热影响区小,焊缝变形小,密封性能好是其主要特色。针对不同工艺,其功效有所不同。
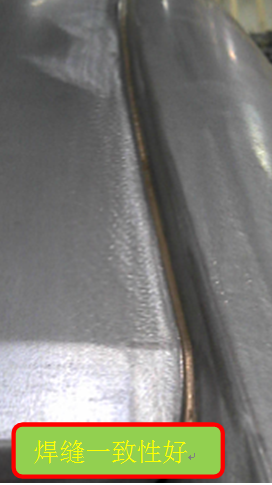
从图中可以看出,针对白车身,激光钎焊焊缝均匀美观,可直接作为外观件来展示,焊缝一致性和密封性好,同时也减少了后期涂胶的烦恼。
图1 饰好的车顶激光钎焊与点焊效果比较
图2 光钎焊顶盖效果与点焊顶盖效果
激光钎焊白车身顶盖:
● 光焊可明显减少搭焊材料和密封条,以及密封胶的用量,减少工序;
● 光钎焊外观成型美观,且为连续焊缝,密封性好;
● 光钎焊热量集中,一半作用于钎料,焊接变形小;
● 光钎焊时与板材无力作用,不存在点焊引起的板压痕和变形缺陷
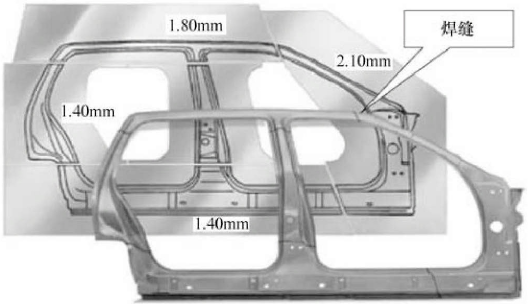
激光拼板焊车门:
● 缝处的热应变值较低,热影响区小,通过激光束的聚焦给工件边缘提供焊接需要的高能量,聚焦点的直径可以达到零点几毫米,保留了材料的原有成形性能;
● 需任何其他模具或工装费用,焊缝较狭窄且平整,消除成形过程的不利影响,避免了破坏工具、模具的危险。
图3 光拼板焊应用于车门
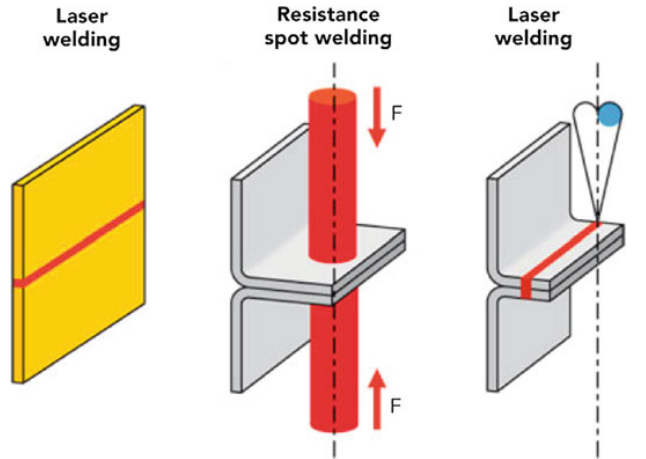
图4 光焊相对点焊的结构变化
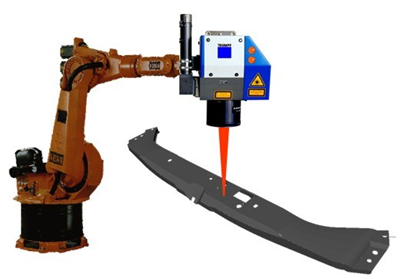
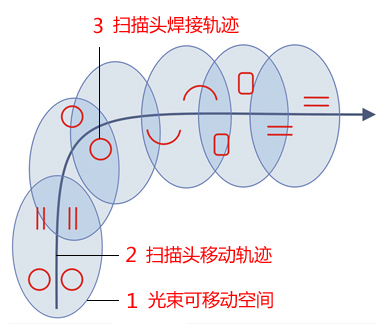
激光扫描焊门槛:
● 过激光头内部镜片移动带动光斑的移动,焊接速度快,最快可达50m/min;
● 实现500mm长焦距,大范围焊接;
● 用软件编程焊缝轨迹,从而实现焊接形状的多样性;
图5 光扫描焊门槛图 图6 扫描焊轨迹及焊接特性
问题二:激光焊接有这么多优点,针对具体的白车身,激光焊接对车身结构有什么具体要求?对相关零件有什么具体要求?
法利莱:激光焊接属于精密加工,速度高、变形小、强度好,对相应结构件的装配尺寸及结构件本身的型面尺寸要求比点焊有很大提高,以激光钎焊为例,对车身结构要求:
● 盖与侧围冲压件变化,由原来翻边变为无翻边;
● 缝结构的变化,顶盖成50°角左右,折弯半径1~2mm;
● 缝的间隙均匀且不大于0.3mm;
● 身定位精度要求见表;
图7 盖与侧围激光钎焊结构
表1 身重定位精度要求
| 身尺寸偏差 | X向/mm | Y向/mm | Z向/mm |
| 相关标准 | ±0.5 | ±0.7 | ±0.7 |
对零件要求:
对于顶盖与侧围激光钎焊,对零件有位置公差和形位公差要求,
图8 光钎焊顶盖与侧围尺寸
表2 汽车厂对顶盖与侧围尺寸要求

| 车型 | 位置度 | 形面公差 | 实际位置度 | 实际形面公差 |
| 某车型 | ±0.5 | ±0.3 | ±0.3 | ±0.2 |
| 其他车型 | ±0.75 | ±0.4 | ±01 | ±0.5 |
问题三:能否用具体数据谈谈白车身激光焊投资回报分析?
法利莱:
以塑料基的顶盖装饰条为例,每台车成本价格在单车50元以上,某些高档的铝基装饰条为单车180元左右(根据高档车于普通车的比例计算出),其成本节省量非常可观(神龙数据)。
对于使用点焊而想借助激光焊的结构,可减少15mm的接缝边,由于可省去镶边,所以每辆车可消减150元的成本(大众汽车数据)。
若四门内板使用激光拼板焊,当年产量达到30万时,则每辆车可以降低成本50元,若左右前纵梁应用激光拼板焊,当年产量达到22万时,则每辆车可以降低25元(江淮汽车数据)。
而使用激光焊仅需要水、气、电、焊丝的消耗,除了前期设备投入,后期的使用维护费用非常低廉,通常一套激光焊接系统可稳定运行10年,因此其使用成本小而所能创造的效益非常高。另外,考虑到车型升级换代,同一套激光焊系统可继续使用,只需要重新设计夹具就行。
问题四:激光焊接作为一种革新的、先进制造技术,应用于白车身,对相关工装及配套有什么要求?
法利莱:激光焊接是一种精密的加工工艺,对激光加工系统、车身定位及重定位精度、焊缝的装配间隙都有要求,具体如下:
对激光加工系统的要求:主要体现在保证系统运行的稳定性,目前多采用光纤激光器,配备光纤传输。为了维持激光功率的稳定性,通过DI水冷却,保证激光功率模块在发光时的稳定性,并通过TAB水保证DI水的运行要求,对水的监控数据包括水温、水流量、导电率等,同时对激光房还有使用温度、湿度和参考露点的要求。传输光纤,通过对柔性的传输光路而使得HTH登陆入口网页
变得容易。但本身比较脆弱,自身折弯半径不能小于200mm,使用过程中,通过桥架等结构密封固定。
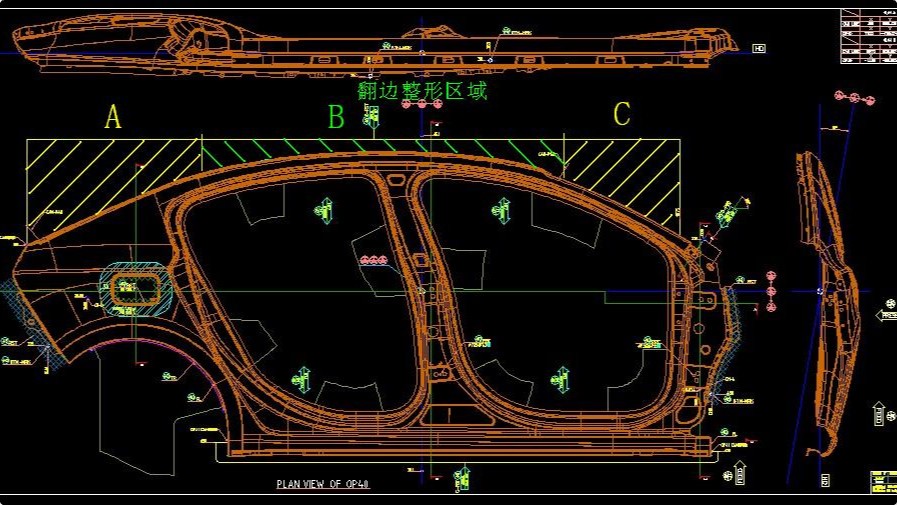
车身定位及重定位精度:激光焊接应用于车身,是全自动加工的过程。对车身的定位和重定位精度有较高要求,这就对机运线的滚床和冲压件的质量以及装配有较高要求。通常采用五道模或六道模工序控制车身冲压质量,采用带定位销的升降滚床来控制车身的重定位精度,并通过前道工序的加工质量来保证激光焊缝的定位精度。因此,激光焊前期,需要在激光焊接前后工位对车身尺寸进行3D测量。
图1 身尺寸3D测量
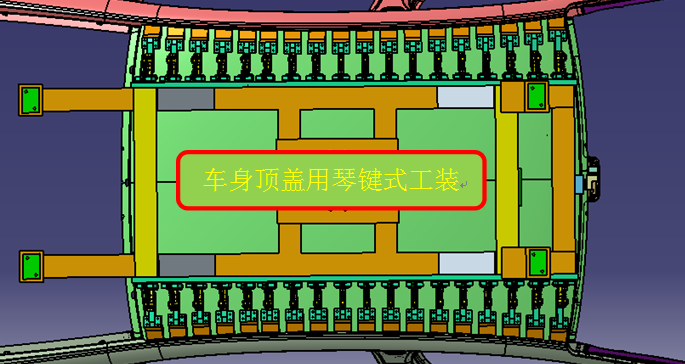
焊缝的装配间隙:对于激光熔焊,镀锌板的装配间隙为0.1~0.15mm,以保证焊接时镀蒸气容易逸出;非镀锌板的装配间隙为<0.1mm;对于激光钎焊,装配间隙控制在0.3mm以内。这就对工装的装夹效果提出挑战。
图2 顶激光焊用琴键式压块夹具
问题五:白车身激光焊与传统点焊的比较,有哪些优势和不足?
法利莱:激光焊的主要特性是热量集中,能实现大的焊缝深宽比,速度快能减小变形,且是一种无接触的焊接,光纤激光器基本上免维护,具体应用于汽车,优势主要体现以下方面:
● 光焊接速度快,焊接热量集中,能实现大熔深的窄焊缝;
● 能量的控制,能实现焊接过程中小变形或无变形;
● 光焊密封性好,能减少车在行驶中的噪音;
● 光焊接是无接触或无压力焊接,过程中不会对板材本身造成影响,也不会出现点焊时容易造成的板材机械扭曲和波浪边缘等缺陷;
● 光焊能消除点焊的易损件更换。
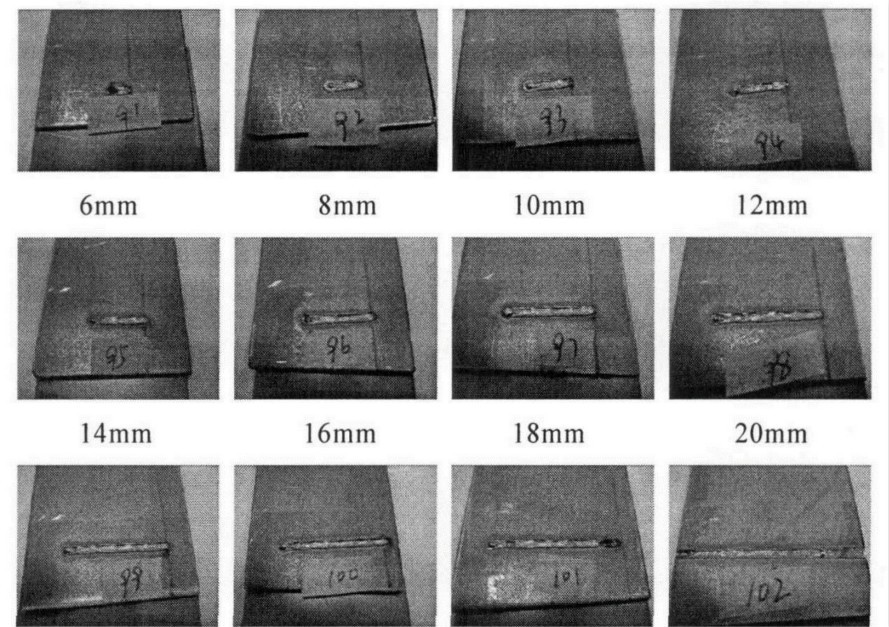
通过实验发现,常规点焊所用的6mm电极帽的焊缝强度,等效激光熔焊焊缝长度为20mm(熔宽小于1mm时),即说明焊缝长度大于20mm,其强度就高于点焊强度。
图3 焊强度等效激光熔焊焊缝长度的强度试验
不足:
● 光焊光斑小能量集中,对冲压件要求高;
● 光焊返修比其他焊接困难;
● 光焊工艺涉及光学、材料、电气、机械等,对操作人员的要求高;
● 光器、激光头等核心设备价格昂贵,初期投资相对较高。
问题六:白车身激光焊项目过程,对人员和设备的要求?
法利莱:白车身激光焊,按焊接工件分布特性,可以分为主线焊接件和非主线焊接件,主线焊接受前后机运线约束,不能随意停机,因此,对人员和设备要求最高。非主线焊接件,也需要满足相应时间节拍(即CT)和焊接质量要求,对人员和设备的要求也比常规点焊和气保焊严格。另外,考虑到很多新建生产线,车身质量是稳定提升的过程,也相应将此项内容作为考虑点之一。我们提供设备的同时,也输出设备操作和调试相关培训,确保在公司技术人员撤离现场汽车厂技术人员能够衔接。
对设备的要求,主要体现在设备的稳定性,功能安全性,因为激光加工设备昂贵,需要系统具备一定的防错和防误操作能力。备品备件明确采购周期,易损件提供跟换时间经验等。
表1 车身不同阶段人员要求
| 阶段划分 | 对供应商要求 | 对汽车厂要求 | 备注 |
| 车身试生产 | 功能实现:电气调试,实现PLC与机器人、焊机、激光头、激光器、安全门等通讯及控制,试片试验及车身试生产 | 熟悉概况:熟悉激光器、激光头、焊机、除尘设备等的工作原理、技术指标及维护要求 | |
| 车身质量不稳定 | 数据分析:测量车身相关尺寸数据,提出改进意见;试验不同参数焊接稳定效果;优化焊接轨迹 | 培训人员:针对激光器、激光头、焊机等设备及系统操作对相关电气工程师、机器人工程师、维修工培训 | |
| 车身质量稳定 | 缺陷分析:分析焊接缺陷产生原因并提出方案解决;查找漏洞并优化 | 参与调试:培训合格的工程师参与调试,跟踪焊缝质量,查找并分析系统漏洞 | |
| 批量生产 | 保障产量:确保系统稳定,焊缝质量稳定,出现问题第一时间解决 | 解决问题:培训合格的工程师现场解决系统稳定性、焊缝质量问题 |
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

