






前言,随着HTH登陆入口网页 技术的不断进步,利用激光在不锈钢上打印出各种炫彩夺目的色彩,这一应用已逐渐进入人们的视野。而这些看似缥缈奇幻的色彩,是否有迹可循?如何调整参数才能迅速得到想要的色彩?这一应用又对激光光源有着怎样的要求?且跟随小编的脚步,一起走进MOPA激光器不锈钢彩色打标的精彩世界,一探究竟吧!
不锈钢显色原理
人的眼睛之所以能分辨出各种不一样的颜色,其实是因为当光照射到物体表面时,反射不同波长的光,这些不同波长的光被肉眼细胞捕捉,经过大脑处理分辨,就产生了不同颜色的感觉。回归到不锈钢这种材质,经过激光处理过后可以得到的各种色彩,其道理都是一样的。
从物理性状来分析不锈钢显色的原理,不锈钢被激光加工前后发生的变化不外乎三种方式:一是生成有色氧化物;二是经化学、电化学或激光作用下,在不锈钢表面生成一层极薄的无色透明氧化膜,氧化膜产生干涉效应,则可在表面显出色彩;三是同时存在有色氧化物和氧化膜的一种混合态。
MOPA激光器不锈钢彩色打标
深圳市杰普特电子技术有限公司(JPT Electronics)生产的激光产品,属于MOPA结构,而MOPA激光器优势则在于它的脉宽和频率为独立可调,调整其中一项并不会影响其他激光参数,这是Q-switch结构激光器所不具备。而MOPA结构这种特性,给不锈钢彩色标刻带了无限种可能。在实际打标操作中,脉宽,频率,功率,速度,填充方式,填充间距,延时参数等这些因素都会影响色彩效果。这些参数的影响,会使得颜色变化的特征并不唯一,却又是相互联系,相互影响的。
亲爱的读者们,看到这么多激光设置参数是不是顿时头就大了,无从下手?先别激动,小编会通过一系列的小文章来为您详解这些不同参数对不锈钢打彩的影响。
今天小编给大家带来的是关于频率和功率对不锈钢打彩的规律探究。
前文有讲到,脉宽和频率,是MOPA激光器的特点,相互独立可调;并且,这两个参数在不锈钢打彩上也是最具特色的两个参量,他们之间的相互配合,能够调出一个多彩的世界。今天我们故事介绍的主角,是他们中的一个,以及一个标刻辅助参量——频率与功率。
说起功率,大家一定不陌生,它是能够影响激光单脉冲输出最主要最直观的控制变量。经过测试后发现,在不锈钢打彩时,频率在和脉宽进行“较量”,频率这一参数对色彩变化的影响更为丰富些。如果将频率和功率放在一起,在某些条件下会出现以下这样的规律:在密集填充间距、中等脉宽、高频(填充间距<0.005mm;脉宽45ns-100ns;频率≥300kHZ)的情况下,功率由小增大,在不锈钢上表现出来的颜色呈现出很规则的变化特征:黄色,红色,蓝色,绿色直至绿色慢慢变深。如下图所示(@60ns,0.001mm弓形填充,F=163mm场镜)
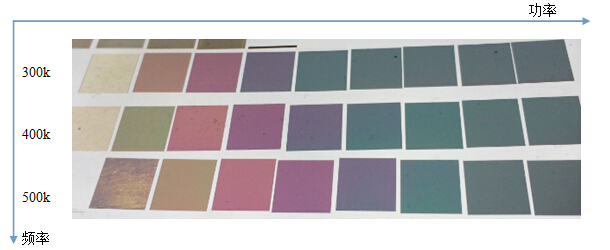
(横向功率为25%,30%,35%,40%,45%,50%,55%,60%,65%)
从上图可以看出,随着频率功率的变化,色彩变化呈现出一定的规律。这种规律在改变填充间距时,也一样适用。
如下图所示(@60ns,0.005mm弓形填充,F=163mm场镜)

(横向功率为30%,35%,40%,45%,50%,55%,60%)
至此可以看到,在密集填充间距、中等脉宽、高频为前提,填充的变化对应颜色的改变作用显得较小,而更多的色彩变化是由频率及功率所带来的作用。换句话说,这些颜色上的差异,主要受激光本身单脉冲能量以及它在钢片上的光斑重叠率所影响,并且反应到不锈钢的显色方式里去,就是呈现出如图片上所见的规律性变化。
在这篇系列文章(1)中所介绍的频率与功率的改变对色彩的影响,虽然不能代表整个打彩工艺中的色彩特征,但在标刻应用时,也能在一定的参数范围中,提供一些参考价值。在后续的文章里,会慢慢为大家揭秘更多激光影响规律。务必关注我们以得到更新更细的资料。
供稿:杰普特电子转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

