






半导体激光器凭借加工效率高、能耗低、寿命长等优点,被越来越多地应用在激光制造和再制造领域。

通过理论计算和实际验证,同轴送粉加类方形光斑半导体直接输出实现了粉末在边长3~6mm类方形范围内均匀准确的汇聚。不同粒径和球形度的粉末经过调节后,可以实现单次200~1000微米厚度的熔覆。


 在球阀和叶片的强化和修复上,同轴送粉加类方形光斑直接输出半导体激光器正作为一种经济高效的加工方式,逐步推广开来。
在球阀和叶片的强化和修复上,同轴送粉加类方形光斑直接输出半导体激光器正作为一种经济高效的加工方式,逐步推广开来。

直接半导体激光器的光斑常常为矩形光斑或为长宽比接近的类方形光斑,相对于圆光斑,在同等的功率密度下,可以做到更大的光斑长度,功率密度的分配也均匀,更适合熔覆过程中的搭接,提高了熔覆的效率,总体的热量输入和变形较小。随着激光加工越来越普及,矩形和类方形光斑已经在越来越多的领域逐渐取代了圆光斑,例如在液压支架、轧辊、曲轴、柱塞等2D面零件的制造和修复上,都实现了激光制造与再制造的批量化加工。
面对非轴类非平面的3D复杂曲面以及体积较小的精细件加工时,采用类方形光斑也可以实现圆形光斑完成的小曲率半径表面的加工,但如何将金属粉末送入类方形光斑产生的熔池是实现这种应用的技术关键,研制一种能适配类方光斑的同轴送粉器就显得尤为迫切。
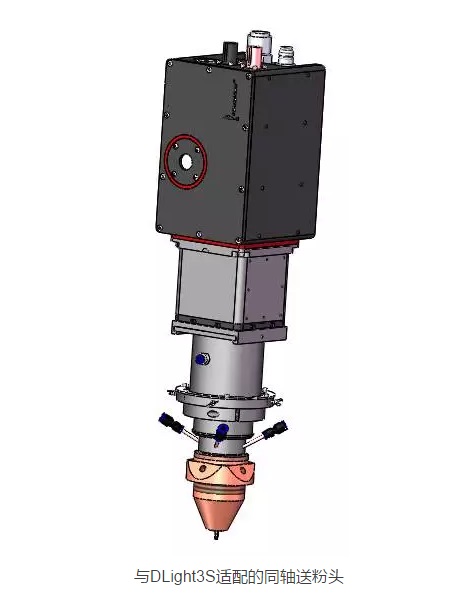
西安炬光科技股份有限公司联合西安交通大学王豫跃教授的研究团队,实现了1500W~3000W直接输出矩形方光斑激光器和同轴送粉的完美契合。在3D造型和修复领域,同轴送粉加高功率类方形大光斑激光器也有了用武之地。

同轴送粉以固气两相流作为理论支持,依照气力输送方式进行设计,激光束竖直射入送粉喷嘴中,经过光路腔从其底端射出,进而照射到基材上,与此同时,外部的气粉混合体经过送粉器送入喷嘴,在送粉通道约束下按照固定的轨迹喷射到激光照射形成的熔池中,加上三维工作台或者激光束的移动完成对基材的熔覆。
同轴送粉嘴作为激光熔覆的关键部件,对于加工件的成型和质量都有着重要的影响。同轴送粉依靠载气的动能把粉末均匀、稳定、准确的送进熔池,随着激光扫描的进行,熔池凝固形成熔覆涂层。它的特点在于成形过程中粉末流和激光光斑同轴输入,只要基体在垂直于光斑的平面上移动,任何方向移动的效果都是相同的,这种方式克服了因激光束和材料引入的不对称而带来的对扫描方向的限制,同时同轴送粉实现了惰性气体保护,防止了粉末在激光成型过程中发生氧化,降低了沉积层的表面张力,提高了层与层之间的浸润性。

通过理论计算和实际验证,同轴送粉加类方形光斑半导体直接输出实现了粉末在边长3~6mm类方形范围内均匀准确的汇聚。不同粒径和球形度的粉末经过调节后,可以实现单次200~1000微米厚度的熔覆。


对粉末成型和热量输出控制严格的薄壁、3D曲面、形状复杂零件,以及立面或者顶面的成型和修复在类方形光斑和同轴送粉的配合下,显得轻而易举。


转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

