






航空和航天工业领域内,欧洲最先进、最全面的宇航公司泰雷兹阿莱尼亚宇航公司(Thales Alenia Space)和法国3D打印服务公司Poly-Shape SAS达成合作伙伴关系,为韩国的新通信卫星Koreasat-5A和Koreasat-7提供增材制造部件,从而也再次证实了3D金属打印技术是数字化制造方式的创新推动者和先驱者地位。据了解,Koreasat-7将于2017 年升空进入东116o的太空轨道位置,覆盖韩国、菲律宾、印度尼西亚和印度地区;Koreasat-5A也将于2017年第二个季度发射升空,并进入东113°的太空轨道位置,覆盖韩国、日本、中南半岛和中东地区。这两颗卫星上的超大部件将由Thales Alenia Space和Poly-Shape合作制造完成。
据介绍,Koreasat-5A 和Koreasat-7 的天线支架将成为迄今为止,欧洲采用基于粉末床的金属激光熔融技术制造并送入太空轨道的最大体积零件。其尺寸为447 x 204.5 x 391mm3 ,重量却只有1.13kg,可以称得上是真正的轻量化部件。但对于Thales Alenia Space来说,真正的挑战还是来自于部件的尺寸。该部件属于超大型的工程部件,由法国Poly-Shape SAS采用增材制造而成,将安装在Koreasat-5A和Koreasat-7中,作为天线的基座支架,用于与地面基地进行通信。Poly-Shape SAS公司作为3D打印的专家,在航空和航天工业的原型制作、3D金属打印和组装方面都是享有盛誉的合作伙伴。
轻量化结构和成本缩减是主要优势
铝 (Al) 在重量和导热性上具有优势,是卫星上最常用的金属材料,因为卫星需要送入太空轨道的重量越轻越好。据Thales Alenia Space 增材制造负责人Florence Montredon介绍:“根据以往经验,把 1kg 重量送入太空轨道的实际成本大约是20,000欧元,因此每一克都要精打细算。Koreasat-5A和 Koreasat-7这两颗新卫星的起飞重量都在3,500kg左右。”而增材制造技术在轻量化结构方面具有巨大的潜力。
太空应用要求所使用的材料具有很高的强度、刚度和耐腐蚀性,因此Thales Alenia Space为该增材制造部件选用了AISi7Mg合金。且在部件的验证过程中,该增材制造成品部件表现出了<1 % 的低孔隙率,并最终成功通过了Thales Alenia Space公司的动态测试。Florence Montredon表示:“增材制造的效果很显著:与传统结构相比,仿生的增材制造结构重量减轻了22%。更重要的是,生产效率极大提高的同时,成本还下降了30%。”
30%的成本削减和多个因素有关。首先,消除了组装成本:只需生产1个增材仿生部件,设计制造一次性完成,而此前需要生产9个零件并进行再组装;其次,省去了使用铸造工艺时必不可少的制模成本;以及,最令人关注的时间成本,增材制造技术可轻松,并保证如期完成和该项目一样巨大产品的生产。行业里把这称为第一时间进入市场或抢占市场 (Time-to-Market),业界成为起航时间 (Time-to-Fly)。
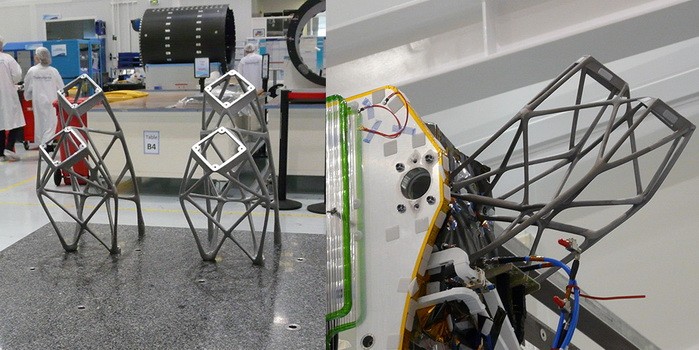
太空轨道中欧洲最大的增材制造部件:卫星的铝制天线支架(尺寸:x:447mm; y:204.5 mm; z:391 mm – 除去构造板高度),由 Co
ncept Laser 的 X line 1000R制造。
Co
ncept Laser 的超大型机器和设备
Poly-Shape 拥有28台具备不同构造空间大小的3D 金属打印设备。目前,Poly-Shape所有可使用铝合金粉材进行3D打印的设备中,构造空间尺寸最大的是Co
ncept Laser的X line 1000R。该设备可提供630 x 400 x 500mm3的构造空间,并在惰性气体保护下,进行安全生产和粉末筛分管理,这些都是依据ATEX安全标准设计。此外,X line 1000R还拥有一个可交替使用两种构造模块的旋转机构,因此能够保证连续生产、无停工时间。这种独一无二的设备设计不仅提供了极高的时间可用性,也让机器的加装和拆卸操作变得简单和安全。
其升级型号X line 2000R甚至拥有更大的构造空间 (800 x 400 x 500mm3),目前这在全球基于粉末床的激光熔融方面都是无与伦比的。相比X line 1000R,其有效构造体积再次增大了约27 %,从126 l 增加至160 l。此外,该升级型号使用了两部功率各为1,000W的激光器。Co
ncept Laser的 LaserCUSING加工工艺对该项目具有重大意义:Co
ncept Laser设备的特点在于对需要连续处理的切片分割(也称为“岛”)进行随机控制。这种专利方法可以确保在制造超大型部件时显著降低应力。
处理 447 x 204.5 x 391 mm3的庞大尺寸时,毫无疑问需要最大程度地控制翘曲现象发生。X line 1000R为构造空间提供了均衡的温度控制,避免在制造“超大型”部件时产生翘曲。制造大型而又复杂的仿生几何形状当然是很耗费时间的,但Co
ncept Laser的3D金属打印设备在进行该项目庞大产品生产时只用了几天时间。
符合工艺要求的设计
过渡到增材制造意味着设计思维也需要转变。为了完全发挥出激光熔融的潜力,1:1 复制几何形状是毫无意义的。为了对3D部件进行修整使其具备符合性能要求的几何形状、仿生和轻量化结构,需要使用CAE-CAD辅助方法。Florence Montredon介绍说:“很明显,我们已经证实增材制造将是更多项目的有力竞争者。将来,我们还希望直接在3D结构上或内部置入热控或无线电功能部件,即下一个任务是进行功能集成。这也是根据增材制造的潜力得到的一个合乎逻辑的结果。”
结论
Koreasat-5A和Koreasat-7项目展示了超大型高精增材制造部件在太空应用中的可行性。采用模拟仿生设计,增材制造完成的部件可将此前需要生产的9个零件削减为1个零件,一次性完成的工艺让制造过程中不再有此前的组装成本;同时还得到了明显更好的轻量化结构潜力;使用增材制造解决方案可以减去22 %的重量,最终重量仅1.13kg。在这种每一克重量都至关重要的应用中,这是一个巨大的飞跃;3D几何形状可以根据在太空轨道中的使用条件进行优化修整。该项目令人印象深刻的结果展示了增材制造在航天工业中的潜力,相信未来航空航天领域中肯定还将会有更多此类项目的出现。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

