






18650锂离子电池具有容量大、寿命长、安全性能高等特点,因其体积小,重量轻,使用方便,而广泛应用于电子品消费、机动车和能源市场。18650电池也是目前世界上最成熟、最稳定的电池组合,至今仍占据领先位置。

Tesla Model S有7104节18650电池,2015年我国生产18650电池约几十亿节,并呈指数式增长。快速增长的市场需求对生产工艺及效率提出了更高的要求。
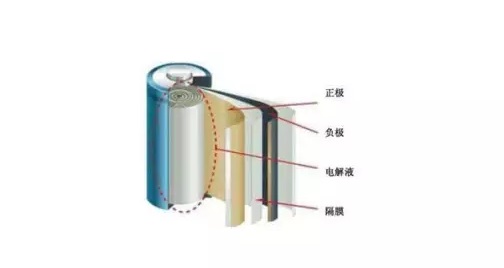
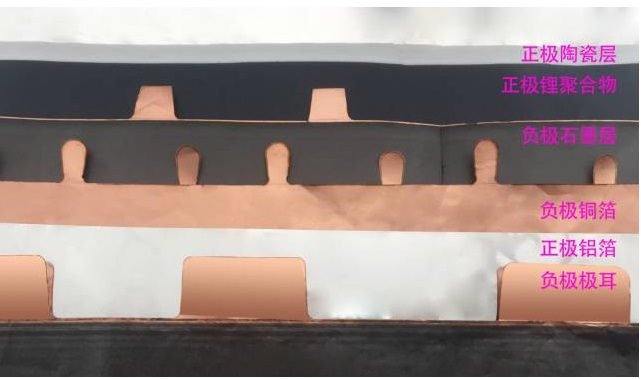
18650电池是典型的薄膜电池,由正极极片、隔离膜和负极极片间隔卷绕构成,如下图所示。

在最主要的环节——极耳切割及高速分条中,要求切割边缘毛刺高度小于0.01mm,热影响区小于0.08mm,切割速度400~600mm/s,创鑫MFQ-100W脉冲光纤激光器的高速、高精度、高稳定性得到充分发挥。
创鑫MFQ-100W在18650电池极片切割应用
创鑫MFQ-100W脉冲光纤激光器应用于连续分条(Slitting)中,实现极片极耳高精度切割成型,极片高速自动分条工艺。
创鑫MFQ-100W切割正极陶瓷层
速度:500mm/s;功率:100%;频率:100KHz。
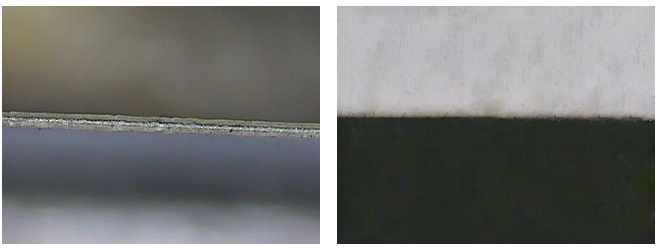
正极陶瓷层中间为铝箔,两边为白色绝缘陶瓷层,厚度100μm,切缝层次明显,棱角分明,边缘整齐无挂渣。热影响区域小于0.03mm
创鑫MFQ-100W高速正极极片切割
速度:800mm/s;功率:100%;频率:160KHz。

正极片中间为铝箔,两边为锂离子聚合物,厚度100μm,切缝层次分明,边缘平整,热影响区域小于0.04mm
创鑫MFQ-100W负极极片切割
速度:1100mm/s;功率:100%;频率100KHz。
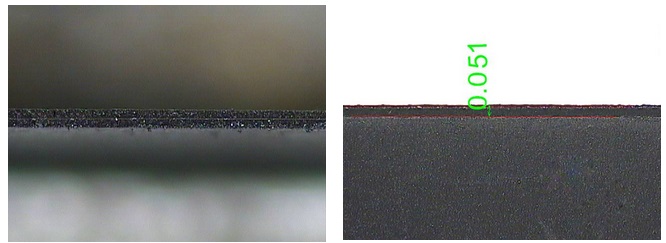
负极极片中间为铜箔,两边为电镀石墨层,切缝层次分明,边缘平整,无熔珠,热影响区域小于0.051mm厚度80μm
创鑫MFQ-100W切割负极极耳铜箔
速度:2200mm/s;功率:90%;频率:160KHz。
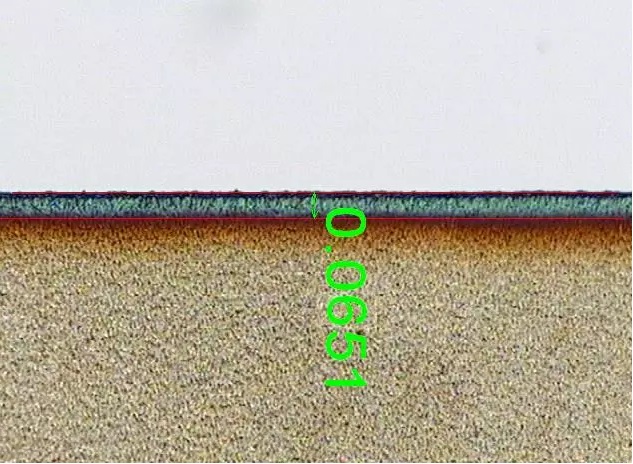
铜箔厚10μm,切缝整齐,边缘无毛刺,热影响区小于0.065mm
创鑫MFQ-100W切割正极极耳铝箔
速度:1800mm/s;功率:95%;频率:160KHz。
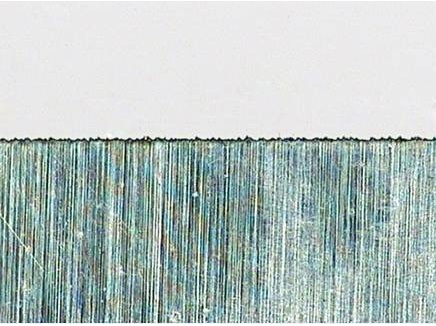
拉丝面铝箔厚度40μm,切缝毛刺约0.007mm。热影响区小于0.01mm
创鑫MFQ-100W的光学特性


转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

