




据外媒报道,未来3D打印技术将在汽车等各行业中发挥极为重要的作用,未来的制造工厂将会由许多工业级3D打印设备组成。随着各类3D打印技术的不断发展,未来汽车制造将随之发生重大变革。
3D打印技术在汽车业的应用及前景展望
尽管3D打印技术在汽车行业内的应用尚处于相对初级的阶段,但该技术的应用已在汽车行业掀起一轮新的制造技术革新。
2014年,美国洛克汽车公司(Local Motors)利用其打印设备,以丙烯腈-丁二烯-苯乙烯塑料(ABS)及碳纤维混合物(配比:80/20)为材料,打造了全球首辆3D打印车辆——Strati。
2016年,本田发布新版微通勤(Micro-Commuter)电动车,该车型的制造也应用了3D打印技术。随后,其他车企也纷纷跟进,利用3D打印技术来制造关键零部件(key components),旨在保障始终如一的产品品质、可靠的产品性能并积极致力于持续缩短投产准备阶段(lead-time)的耗时。
据一份名为《全球3D打印汽车市场分析与发展趋势——2025年行业预测(Global 3D Printing Automotive Market Analysis & Trends - Industry Forecast to 2025)》的新报告预计,截止至2025年,3D打印设备的应用将增长10%,其中大部分设备将被用于轿车、卡车零部件的制造。
3D打印技术及优缺点分析
目前,汽车行业已采用了多种3D打印技术,包括:电子束熔融(electron beam melting,EBM)、熔融沉积造型(fused disposition modeling,FDM)、分层实体制造(laminated object manufacturing,LOM)、三维打印(three dimensional printing)、立体光刻造型(stereolithography)、选择性激光烧结(selective laser sintering,SLS)。以下为小编整理的技术盘点:
电子束熔融(EBM)


工艺原理:
将低熔点丝状材料通过加热器的挤压头熔化成液体,将熔化后的热塑材料丝通过喷头挤出,挤压头沿零件的每一截面的轮廓准确运动,挤出半流动的热塑材料,沉积固化后形成精确的实际部件薄层,覆盖于已建造的零件之上,并在0.1秒内迅速凝固。每完成一层成型,工作台便下降一层高度,喷头再进行下一层截面的扫描喷丝,如此反复逐层沉积,直到最后一层,这样逐层由底到顶地堆积成一个实体模型或零件。
优点:成型精度更高、成型实物强度更高、可以彩色成型。
缺点:成型后表面粗糙
分层实体制造(LOM)


类似于传统的二维喷墨打印,可以打印超高精细度的样件,适用于小型精细零件的快速成型。
工艺原理:沿着X轴前后滑动,在成型室里铺上一层超薄的光敏树脂。每铺完一层后,喷头架边上的紫外光球立即发射紫外光,快速固化和硬化每层光敏树脂。该步骤减少了使用其他技术所需的后处理过程。每打印完一层,机器内部的成型底盘就会极为精确地下沉,而喷头继续一层一层地工作,直到原型件完成。成型时使用了两种不同的光敏树脂材料:一种是用来成型实体部件的成型材料,另一种类胶体的用来支撑部件的支撑材料。

3D打印技术在汽车业的应用及前景展望
尽管3D打印技术在汽车行业内的应用尚处于相对初级的阶段,但该技术的应用已在汽车行业掀起一轮新的制造技术革新。
2014年,美国洛克汽车公司(Local Motors)利用其打印设备,以丙烯腈-丁二烯-苯乙烯塑料(ABS)及碳纤维混合物(配比:80/20)为材料,打造了全球首辆3D打印车辆——Strati。
2016年,本田发布新版微通勤(Micro-Commuter)电动车,该车型的制造也应用了3D打印技术。随后,其他车企也纷纷跟进,利用3D打印技术来制造关键零部件(key components),旨在保障始终如一的产品品质、可靠的产品性能并积极致力于持续缩短投产准备阶段(lead-time)的耗时。
据一份名为《全球3D打印汽车市场分析与发展趋势——2025年行业预测(Global 3D Printing Automotive Market Analysis & Trends - Industry Forecast to 2025)》的新报告预计,截止至2025年,3D打印设备的应用将增长10%,其中大部分设备将被用于轿车、卡车零部件的制造。
3D打印技术及优缺点分析
目前,汽车行业已采用了多种3D打印技术,包括:电子束熔融(electron beam melting,EBM)、熔融沉积造型(fused disposition modeling,FDM)、分层实体制造(laminated object manufacturing,LOM)、三维打印(three dimensional printing)、立体光刻造型(stereolithography)、选择性激光烧结(selective laser sintering,SLS)。以下为小编整理的技术盘点:
电子束熔融(EBM)

其简称为EBM技术,是一项新兴的先进金属快速成型添加式制造(form additive manufacturing)技术,采用电子束替代激光打印头或热敏打印头,电子束熔融工艺常用于制造致密金属件(incredibly dense me
tal parts)。
工艺原理:
先将零件的三维实体模型数据导入EBM设备,然后将一层微细金属粉末薄层平铺在EBM设备的工作舱内,利用高能电子束经偏转聚焦后在焦点所产生的高密度能量,使被扫描到的金属粉末层在局部微小区域产生高温,导致金属微粒熔融。电子束连续扫描将使一个个微小的金属熔池相互融合并凝固,连接后形成线状和面状金属层。
工艺原理:
先将零件的三维实体模型数据导入EBM设备,然后将一层微细金属粉末薄层平铺在EBM设备的工作舱内,利用高能电子束经偏转聚焦后在焦点所产生的高密度能量,使被扫描到的金属粉末层在局部微小区域产生高温,导致金属微粒熔融。电子束连续扫描将使一个个微小的金属熔池相互融合并凝固,连接后形成线状和面状金属层。

优点:
1. 电子束穿透能力强,焊缝深宽比大,可达到50:1。
2. 焊接速度快,热影响区小,焊接变形小。
3. 真空环境利于提高焊缝质量。
4. 焊接可达性好。
5. 电子束易受控。
缺点:
1. 设备比较复杂,费用比较昂贵。
2. 焊接前对接头加工、装配要求严格,以保证接头位置准确,间隙小而且均匀。
3. 真空电子束焊接时,被焊工件尺寸和形状常常受到真空室的限制。
4. 电子束易受杂散电磁场的干扰,影响焊接质量。
5. 电子束焊时产生的X射线需要严加防护以保证操作人员的健康和安全。
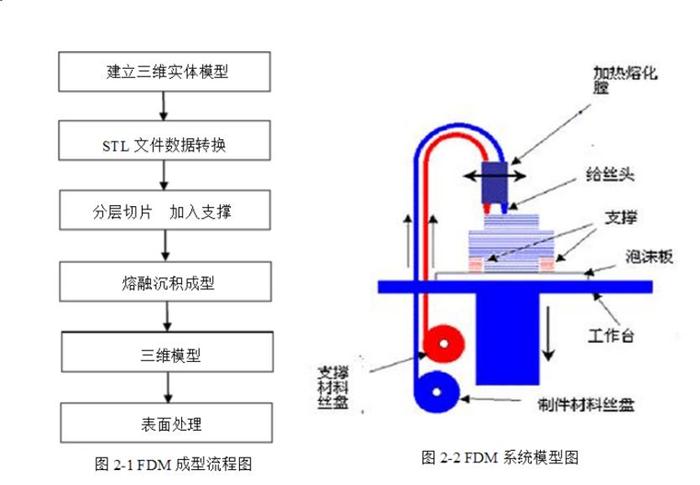
熔融沉积造型(FDM)
这是一项添加式制造(additive manufacturing,AM)技术,其常用于造型、原型制作(prototyping)及生产应用中。这项3D打印技术由美国学者Scott Crump于1988年研制成功。FDM通俗来讲就是利用高温将材料融化成液态,通过打印头挤出后固化,最后在立体空间上排列形成立体实物。
1. 电子束穿透能力强,焊缝深宽比大,可达到50:1。
2. 焊接速度快,热影响区小,焊接变形小。
3. 真空环境利于提高焊缝质量。
4. 焊接可达性好。
5. 电子束易受控。
缺点:
1. 设备比较复杂,费用比较昂贵。
2. 焊接前对接头加工、装配要求严格,以保证接头位置准确,间隙小而且均匀。
3. 真空电子束焊接时,被焊工件尺寸和形状常常受到真空室的限制。
4. 电子束易受杂散电磁场的干扰,影响焊接质量。
5. 电子束焊时产生的X射线需要严加防护以保证操作人员的健康和安全。
熔融沉积造型(FDM)
这是一项添加式制造(additive manufacturing,AM)技术,其常用于造型、原型制作(prototyping)及生产应用中。这项3D打印技术由美国学者Scott Crump于1988年研制成功。FDM通俗来讲就是利用高温将材料融化成液态,通过打印头挤出后固化,最后在立体空间上排列形成立体实物。

工艺原理:
将低熔点丝状材料通过加热器的挤压头熔化成液体,将熔化后的热塑材料丝通过喷头挤出,挤压头沿零件的每一截面的轮廓准确运动,挤出半流动的热塑材料,沉积固化后形成精确的实际部件薄层,覆盖于已建造的零件之上,并在0.1秒内迅速凝固。每完成一层成型,工作台便下降一层高度,喷头再进行下一层截面的扫描喷丝,如此反复逐层沉积,直到最后一层,这样逐层由底到顶地堆积成一个实体模型或零件。
优点:成型精度更高、成型实物强度更高、可以彩色成型。
缺点:成型后表面粗糙
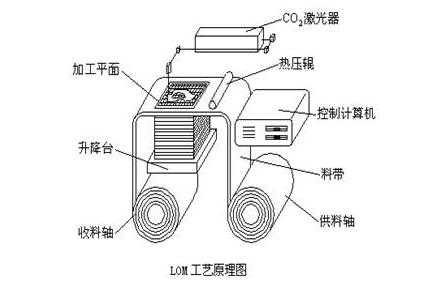
分层实体制造(LOM)

又称层叠法成形,由美国Helisys公司的Michael Feygin于1986年研制成功。
工艺原理:其采用薄片材料,如纸、塑料薄膜等。事先在片材表面涂覆上一层热熔胶,加工时,采用热压辊热压片材,使之与下面已成形的工件粘接;用CO2激光器在刚粘接的新层上切割出零件截面轮廓和工件外框,并在截面轮廓与外框之间多余的区域内切割出上下对齐的网格;激光切割完成后,工作台带动已成形的工件下降,与带状片材(料带)分离;供料机构转动收料轴和供料轴,带动料带移动,使新层移到加工区域;工作台上升到加工平面;热压辊热压,工件的层数增加一层,高度增加一个料厚;再在新层上切割截面轮廓。如此反复直至零件的所有截面粘接、切割完,得到分层制造的实体零件。
工艺原理:其采用薄片材料,如纸、塑料薄膜等。事先在片材表面涂覆上一层热熔胶,加工时,采用热压辊热压片材,使之与下面已成形的工件粘接;用CO2激光器在刚粘接的新层上切割出零件截面轮廓和工件外框,并在截面轮廓与外框之间多余的区域内切割出上下对齐的网格;激光切割完成后,工作台带动已成形的工件下降,与带状片材(料带)分离;供料机构转动收料轴和供料轴,带动料带移动,使新层移到加工区域;工作台上升到加工平面;热压辊热压,工件的层数增加一层,高度增加一个料厚;再在新层上切割截面轮廓。如此反复直至零件的所有截面粘接、切割完,得到分层制造的实体零件。

优点:
1. 成型速度较快。由于只需要使用激光束沿物体的轮廓进行切割,无需扫描整个断面。因此,成型速度很快,该技术常被用于加工内部结构简单的大型零件。
2. 原型精度高,翘曲变形小。
3. 原型能承受高达200摄氏度的温度,硬度较高、力学性能较好。
4. 无需设计和制作支撑结构。
5. 可进行切削加工。
6. 废料易剥离,无需后固化处理。
7. 可制作尺寸大的原型。
8. 原材料价格便宜,原型制作成本低。
缺点:
1. 不能直接制作塑料原型。
2. 原型的抗拉强度和弹性不太好。
3. 原型易吸湿膨胀,因此,成型后应尽快进行表面防潮处理。
4. 原型表面有台阶纹理,难以构建形状精细、多曲面的零件。因此,成型后需进行表面打磨。
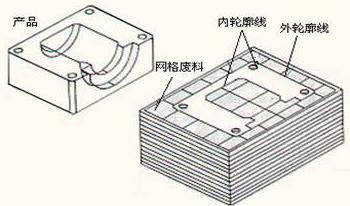
在这种快速成形机上,截面轮廓被切割和叠合后所成的制品,如上图所示。其中,所需的工件被废料小方格包围,剔除这些小方格之后,便可得到三维工件。
LOM常用材料是纸、金属箔、塑料膜、陶瓷膜等,除制造模具、模型外,该工艺还能直接制造结构件或功能件。
1. 成型速度较快。由于只需要使用激光束沿物体的轮廓进行切割,无需扫描整个断面。因此,成型速度很快,该技术常被用于加工内部结构简单的大型零件。
2. 原型精度高,翘曲变形小。
3. 原型能承受高达200摄氏度的温度,硬度较高、力学性能较好。
4. 无需设计和制作支撑结构。
5. 可进行切削加工。
6. 废料易剥离,无需后固化处理。
7. 可制作尺寸大的原型。
8. 原材料价格便宜,原型制作成本低。
缺点:
1. 不能直接制作塑料原型。
2. 原型的抗拉强度和弹性不太好。
3. 原型易吸湿膨胀,因此,成型后应尽快进行表面防潮处理。
4. 原型表面有台阶纹理,难以构建形状精细、多曲面的零件。因此,成型后需进行表面打磨。
在这种快速成形机上,截面轮廓被切割和叠合后所成的制品,如上图所示。其中,所需的工件被废料小方格包围,剔除这些小方格之后,便可得到三维工件。
LOM常用材料是纸、金属箔、塑料膜、陶瓷膜等,除制造模具、模型外,该工艺还能直接制造结构件或功能件。

该快速成型技术的出现,还能较好地迎合了车灯结构与外观开发的需求,上图的零部件就采用了该工艺。
3维打印
3维打印

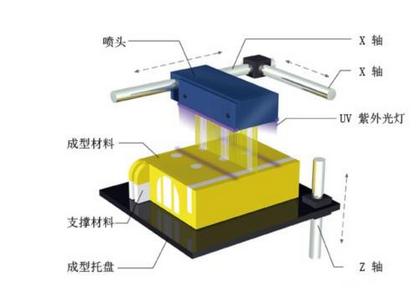
类似于传统的二维喷墨打印,可以打印超高精细度的样件,适用于小型精细零件的快速成型。
工艺原理:沿着X轴前后滑动,在成型室里铺上一层超薄的光敏树脂。每铺完一层后,喷头架边上的紫外光球立即发射紫外光,快速固化和硬化每层光敏树脂。该步骤减少了使用其他技术所需的后处理过程。每打印完一层,机器内部的成型底盘就会极为精确地下沉,而喷头继续一层一层地工作,直到原型件完成。成型时使用了两种不同的光敏树脂材料:一种是用来成型实体部件的成型材料,另一种类胶体的用来支撑部件的支撑材料。

优点:成型精度高,可以彩色成型。
缺点:成型表面粗糙,材料强度差,成型后表面细节差。
立体光刻造型
缺点:成型表面粗糙,材料强度差,成型后表面细节差。
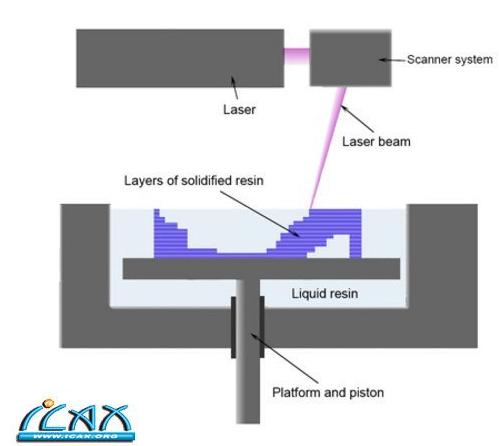
立体光刻造型

工艺原理:先由软件把3D的数字模型,“切”成若干个平面,这就形成了很多个剖面,在工作的时候,有一个可以举升的平台,这个平台周围有一个液体槽,槽里面充满了可以紫外线照射固化的液体,紫外线激光会从底层做起,固化最底层的,然后平台下移,固化下一层,如此往复,直到最终成型。
优点:精度高,可以表现准确的表面和平滑的效果,精度可以达到每层厚度0.05毫米到0.15毫米。
缺点:可以使用的材料有限,并且不能多色成型。
选择性激光烧结(SLS)
优点:精度高,可以表现准确的表面和平滑的效果,精度可以达到每层厚度0.05毫米到0.15毫米。
缺点:可以使用的材料有限,并且不能多色成型。
选择性激光烧结(SLS)

工艺原理:将3D模型薄片化之后,在一个容器内,让其充满待烧结的材料粉末,这些粉末可以做的很细,然后由大功率的二氧化碳激光,选择最底层的3D切片形状开始烧结,然后平台下移,材料辊则在已经烧结的部分基础之上,再铺上薄薄的一层材料粉末烧结,如此往复,直到整体成型。
优点:材料的强度非常高,可选材料从金属到聚苯乙烯等等,可选材料范围非常广泛。
缺点:成型精度低,成型后表面粗糙,不能彩色成型。
汽车行业已开始涉足上述六大类3D打印制造工艺,旨在打造低成本、个性化的车辆。许多车企还采用了数码技术,用于车辆的原型制作、测试及各类工具、机床夹具(jigs)、固定装置(fixtures)及零部件的生产制作。对车企而言,尽管3D打印技术尚处于初创期,但3D打印技术及其设备将助推汽车行数字化制造变革,其作用无疑是至关重要的。
优点:材料的强度非常高,可选材料从金属到聚苯乙烯等等,可选材料范围非常广泛。
缺点:成型精度低,成型后表面粗糙,不能彩色成型。
汽车行业已开始涉足上述六大类3D打印制造工艺,旨在打造低成本、个性化的车辆。许多车企还采用了数码技术,用于车辆的原型制作、测试及各类工具、机床夹具(jigs)、固定装置(fixtures)及零部件的生产制作。对车企而言,尽管3D打印技术尚处于初创期,但3D打印技术及其设备将助推汽车行数字化制造变革,其作用无疑是至关重要的。
转载请注明出处。

 相关文章
相关文章

 热门资讯
热门资讯

 精彩导读
精彩导读













































 关注我们
关注我们

