





背景
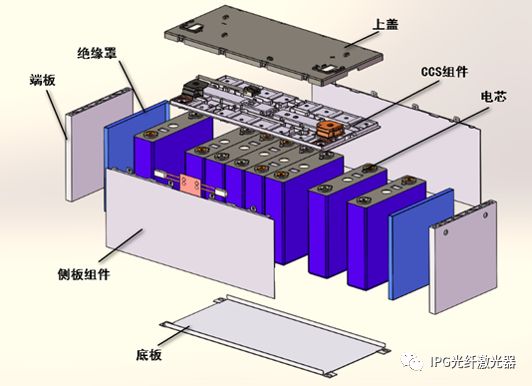
由于锂离子电池具有电压高、容量大、体积小、质量轻,工作温度范围宽等优点,锂离子电池组已被广泛应用在各个领域,尤其应用于电动车辆领域。目前电动车辆电池串并数目较多,为了保证电池组装过程中的安全和提高生产工艺性,以及电池的售后可维护性,电池系统采取模块化设计,不同数目的电池串并在一起,形成一个模组。模组之间的电池间连接通过比较薄的汇流排连接,单模组边界因为需要集流,对汇流排厚度有一定要求。
案例描述
通过将汇流排(铜和铝材质)焊接到电池正负极导电柱上,实现电池组的串联或并联。
实验一
| 激光器 | YLS-4000 |
| 模式 | CW 连续 |
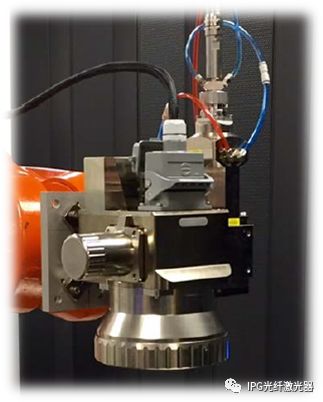
| 加工头 | FLW D50 |
| 材料 | 铝(厚1.2mm) |
| 功率 | 2700 W |
| 速度 | 100 mm/s |
D50焊接头
输出功率高达50kW

YLS4000 激光器


样件图片

焊接效果
实验二
| 激光器 | YLS-4000 |
| 模式 | CW 连续 |
| 加工头 | FLW D50 |
| 材料 | 铜(厚0.5mm) |
| 功率 | 3500 W |
| 速度 | 100 mm/s |

样件图片
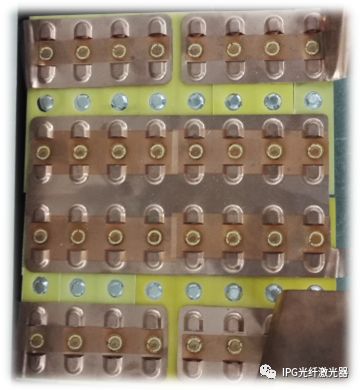
焊接效果
实验三
| 激光器 | YLS-6000 |
| 模式 | CW 连续 |
| 加工头 |
高功率振镜 |
| 材料 | 铜(厚0.5mm) |
| 铝(厚1.2mm) | |
| 功率 | 5200 W (铜) |
| 4000 W (铝) | |
| 速度 | 120 mm/s |
高功率振镜
输出功率高达10kW
YLS6000 激光器

远程焊接,焊接效率更高,一次焊多个工序,
每两个焊接点的跳转移动时间可节约1s左右

铜焊接效果

铜焊接效果
远程焊 vs. 定焦焊
以某型号模组为例,共8个电芯,16个焊点,每个焊点的直径为14mm,则:
可节约跳转移动时间:15X1=15s
可节约焊接时间:
(14x3.14/100-14x3.14/120)X16 ≈ 1.17s
共节约15+1.17 ≈ 16.2s
总结
IPG高功率激光器稳定性强,焊接质量好,体积小,易于集成。配合高功率振镜远程焊接,可提高效率。定焦焊接,一次焊一道工序,而采用振镜焊接则一次可以焊接多个工序,以此来提高生产节拍效率。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读







































 关注我们
关注我们

