





激光焊接因其局部加热、精密加工、非接触性加热等优点被越来越广泛地应用在医疗器械的各个领域。
与其他常用的焊接技术相比,激光焊接技术几乎不产生焊渣和碎屑,而且焊接过程中不需要添加任何粘合剂,因而可在洁净室中完成整个焊接工作。激光焊接技术大大地促进了医疗器械的发展,比如有源植入式医疗器械的外壳封装、心脏支架的不透射线标记、耳垢防护器、球囊导管等均离不开激光焊接的使用。
1
塑料激光焊接原理
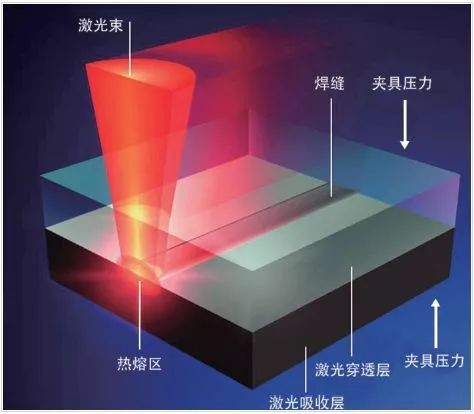
激光焊接是利用高能量密度的激光束作为热源的一种焊接方法,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池。如下图所示,激光束通过上层透光材料,然后被下层材料吸收,激光能量被吸收后转换为热能,由于两层材料被压在一起,热能从吸收层传导到透光层上,使得两层材料熔化并结合。

2
塑料激光焊接工艺
(1)激光的波长
塑料焊接过程中常用的是二极管激光器或半导体激光器。光束处于近红外区域,并且光束波长在400~1,100μm,可以通过光纤传输,在这个范围内的激光束可以被大多数的塑料所吸收。二极管激光焊接系统紧凑,并且激光器还可以达到更高级别的功率。激光的波长可以根据特殊要求来设计。半导体激光器的波长一般是808~980μm。半导体激光器投资成本小,体积小,效率高。
(2)塑料材料
热塑性塑料包含无定形塑料和半晶性塑料。能够被激光焊接的塑料均属于热塑性塑料。理论上,所有热塑性塑料都能够被激光焊接。塑料激光焊接技术对被焊接塑料的要求为:在热作用区内的材料,要求对激光光波的吸收性好;不属于热作用区部分的材料,则要求对光波的透过性好,尤其在对两件薄塑料件进行叠焊时更是如此。一般向热作用区塑料中添加吸收剂可以达到目的。
(3)吸收剂
吸收剂的应用是塑料激光焊接工艺中非常重要的工艺。塑料激光焊接的本质是将热作用区的待焊接塑料融化,随后冷却自然实现塑料件的接合。让塑料融化需要使塑料件吸收足够的激光能量。通常理想的吸收剂是碳黑,碳黑能够将红外波长的激光能量基本全部吸收,从而大大提高塑料的热吸收效果,使得热作用区的材料融化得更快、效果更好。一些其他颜色的染料,也能够起到相同的吸收光波的效果。
添加吸收剂的方法有三种:
一是直接向待焊接材料中渗入吸收剂,这样应该将渗过吸收剂的塑料件放在下面,而把没有渗吸收剂的塑料件放在上面,让激光光波通过;二是向塑料件待焊接的表面渗吸收剂,这样只有被渗透了吸收剂的一部分塑料将成为热作用区而被融化;三是在两块待焊接塑料件的接触处喷涂上或者印刷上吸收剂。
(4)其他参数
与金属焊接不同,塑料激光焊接需要的激光功率并不是越大越好。焊接激光功率越大,塑料件上的热作用区就越大、越深,将导致材料过热、变形、甚至损坏。应该根据需要融化的深度来选择激光功率。
塑料激光焊接的速度比较快,一般得到1mm厚焊缝的焊接速度可达20m/min;而采用高功率的CO2激光器焊接塑料薄膜,最高速度可以达到750m/min。
2018Medtec中国展
3
在医疗器械领域中的应用
随着塑料材料在医疗器械领域广泛应用,新型的塑料生产及加工工艺也层出不穷,激光焊接作为其中的一种,因其无污染、非接触性、无缝连接等优点受到该行业的广泛关注。
1
耳垢防护器

助听器越来越趋于小型化,从而为用户提供更小、更舒适、肉眼不可见的助听器。当今典型的ITE助听器只有小指尖那样大小。但是所有助听器都面临着一个大问题:耳道内产生的耳蜡(也称耳垢)对声音输出区域造成污染。为了保证助听器可以发挥其可靠功能,有必要在其声音输出的位置提供防护措施。Phonak新型“智能护卫”的耳垢防护中,采用的方法是在微小的垫圈上焊接了一种极薄的具有高弹性的隔膜,它能有效地隔断耳垢进入助听器,此类焊接技术是瑞士莱丹科技公司开发的激光掩膜焊接工艺使这一高精度的连接工艺成为可能。整个耳垢防护器的大小只有几个毫米,需要将一个隔膜焊接到一个大约3mm大小的垫圈上,垫圈采用热塑材料制成。
2
分析仪器

分析仪器通常配备有设计为一次性使用的特定部件。为尽可能降低成本,这些部件多数为塑料制品。 图中的部件在中国研发,用于血液分析。此处将选用轮廓焊接工艺。因为两个部件均为透明设计,所以对焊接工艺有着特殊要求。为能吸收激光射束,接合两个不同部件时一般情况下必须将透明部件放在上方,位于下方的部件具备吸收能力。此处的两个接合部件-外壳和罩盖-均为透明。因此在实际的焊接过程开始之前,作为激光束吸收器置于两个部件的焊缝上。
-参观预登记可滑至文末点击阅读原文 -
3
球囊导管
球囊导管激光焊接是使用激光作为能量来源的红外线焊接,可以使用激光束直接射到吸收激光的塑料表面,使塑料熔化实现焊接。先进的激光焊接技术可以实现球囊头端和管体的无缝连接,使球囊导管在弯曲而狭窄的病变血管中推进时畅通无阻,对血管的损伤降至最小,操作过程更加安全。激光焊接技术的引进有利于进一步缩小球囊扩张导管尖端外径。与金属焊接不同的是塑料激光焊接需要的激光功率要小。焊接激光功率越大,塑料件上的热作用区就越大、越深,将导致材料过热、变形、甚至损坏,由此应该根据需要融化的深度合理选择激光功率。
4
配药系统

“给药系统”或药品配料系统可帮助患者持续用药。其越来越小巧的结构更加便于携带。例如 Rowe Pump 泵是一台纯物理驱动的泵,可设置不同的泵送剂量。其组件必须承受高达 4 bar 的内部压力。由于直接用于患者,因此卫生方面要求极高,而且集成的微通道直径位于 >10 μm 区域,焊缝必须绝对完全无颗粒。借助激光焊接技术可满足这些要求。
5
微流控部件

借助掩模焊接原理可精确稳固地焊接微流控部件。通道几何形状会保持原样,避免熔化物流入仅 200 µm 的狭窄通道中。
6
展 望
塑料激光焊接工艺在医疗器械上的使用远不止上述几种,塑料激光焊接工艺正被越来越多的医疗器械厂家采用,它的应用前景将非常光明。然而欲使焊接效果达到满意的程度,还需要对焊接功率、焊接速度、焊接频率等参数不断的调试和实验。当前除了激光焊接技术被应用于医疗设备的生产,有许多其他创新的激光加工技术在医疗设备的制造中也有很大的潜力,比如激光表面改性、激光切割、激光钻孔和激光微加工等。相信好好研究和借鉴使用这些先进的激光加工技术,会设计出更多高质量、高要求的医疗设备。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

