






——北工大激光院3D打印中心金属增材制造课题组及其研究简介
北京工业大学激光院张冬云老师自2015年3D打印中心建立起来就负责金属增材制造的研究,目前课题组毕业博士1名,在读博士1名、硕士研究生10名,课题组成员涉及材料学、材料加工及控制、光电信息、机械制造等多种专业背景。课题组在张冬云老师的带领下,近年来承担激光选区熔化(SLM)方面北京市科委重大项目2项、国基金面上项目2项、中德合作科技部重点研发项目1项、国防科工局及企业委托项目多项等,取得一系列丰硕的科研成果。已经向社会输送激光选区熔化方面硕士毕业生10余名,分布在增材制造领域的科研机构、企事业单位。
张冬云现工作于北京工业大学激光工程研究院,副教授,博导。1992、1995年分别获得吉林工业大学金属材料工程系焊接专业工学学士及硕士学位。1995-1999年工作于长春光学精密机械学院从事激光表面改性方面的教学和科研工作,期间作为技术骨干参加多项大型科研项目,获省部级科技进步奖三项。2000年-2004年工作于德国Fraunhofer 激光技术研究所(ILT),主要进行金属增材制造领域的研究工作,期间作为技术骨干参加了德国联邦教研部(BMBF)和研究基金会(DFG)的大型项目。2004年获得德国亚琛工业大学机械制造专业工学博士学位。曾作为科技部英语、德语翻译以及激光领域专家带队访问德国教研部、激光及光制造领域研究机构及企业。
激光选区熔化的特点在于该技术突破传统制造方法的局限,可以制造形状复杂的零部件。数字模型的设计与工艺的高度结合贯穿SLM制造过程的始终。张冬云老师在激光选区熔化领域具有深厚的研究基础,在课题组建立之初就针对该技术制造复杂形状零部件及其与数字化高度融合的特点,提出了基于SLM过程的数值模拟、“数字材料”的设计以及力学行为评价、3D打印材料的微观组织和力学性能调控等三个研究方向,取得了阶段性进展。下面以该课题组最近发表的三篇文章为例,介绍他们取得的研究成果。
SLM过程中激光与粉末材料之间发生了复杂的物理、化学以及冶金反应,在这一相互作业区发生的多物理现象处于介观尺度内,光束直径在100μm左右,熔池尺寸在120-180微米区间,每个熔池从熔化到凝固只经历几ms的时间,过程“转瞬即逝”。其中发生的粉末材料对激光的反射、吸收、粉末材料的熔化、凝固过程以及熔池内热传导、马兰戈尼等现象等都会影响液态金属的结晶特性。而上述过程目前无法采用其他的方法捕捉,再现并深入理解这一过程的最好办法就是数字模拟。在考虑上述物理现象的基础上,采用具有“多物理现象”模型模拟SLM过程中的温度场演化历史、熔池内流体流动的特点,“再现”SLM过程中,为分析液态金属的结晶特点提供了底层信息,从而找到改变SLM过程中超高的温度梯度和超快的冷却速度的方法、促进液态金属直接向所需特征组织的转变。
在对SLM过程进行数值模拟的过程中我们利用有限元模拟软件中的固体传热模块和层流模块建立了选区激光熔化成形Inconel718合金过程中温度场的三维瞬态有限元模型,模型考虑了材料热物理参数的非线性变化、激光束在粉床内的穿透作用以及熔池内的Marangoni效应。并利用该模型模拟研究了SLM过程中热量流动状态对熔池形貌以及熔池冷却过程中晶粒的生长形貌的影响,同时利用SLM实验对模拟结果进行了实验验证。
上述研究结果表明,熔池表面温度梯度引起的表面张力驱动马兰戈尼对流,SLM加工过程中马兰戈尼对流以外向对流为主。在熔池形成过程中,马兰戈尼对流包括对流热通量和传导热通量,两者对熔池形状均有影响,然而熔池表面张力引起的Marangoni效应使得对流热通量在熔池内部传热过程中起主导作用(图1),比传导热通量大一个数量级,并决定熔池的形貌特征。热累积效应会显著增加熔池的尺寸,并在加工至第五条扫描轨迹时,熔池尺寸趋于平稳。模拟研究结果也阐释了五道连续扫描过程中热量积累增加了对流和传导热通量,导致熔池宽度和深度增加,但对流热通量对熔池形状的主导作用没有改变。通过对连续五道扫描轨迹不同位置熔池形状和尺寸变化的模拟结果可以看出,在连续的热输入过程中,熔池的长度变化大于熔池的深度和宽度(图2)。激光功率和扫描速度通过改变能量输入影响熔池的尺寸以及熔池的稳定性;搭接率主要通过热累积效应影响扫描轨迹间的冶金结合强度;粉床厚度主要通过改变层与层之间的重熔区域来影响层与层之间的冶金结合强度。
数值模拟仿真可以高效、低成本地研究SLM工艺过程中温度场、粉末熔化行为、熔池流动以及残余应力与变形规律等,揭示工艺过程内在的物理规律,更好地控制工艺过程。该模拟结果可以通过修改热物理参数推广至其他材料。也可以进一步成为多道多层SLM过程的温度场演化甚至应力场演化的数值模拟。对3D打印过程的组织性能预测以及应力应变预测具有指导作用。模拟过程可以减少实验环节进而节省时间和费用。
上文提到,激光选区熔化的特点在于突破传统制造技术的瓶颈,能够快速制造形状任意、结构精细、复杂的零部件。随着计算科学和优化算法的迅速发展,结构拓扑优化的研究和应用得到了巨大的发展。结构优化设计旨在通过对零部件的尺寸、形状及拓扑等参数进行合理的调整,使零部件的结构在满足强度、刚度、稳定性、可制造性等一种或多种设计要求的前提下,获得指定性能的最优数字化设计,比如重量最轻等。本课题组的研究就是通过拓扑优化方法设计胞元结构,构造多孔材料,采用有限元进行力学性能模拟得到一系列的性能指标并进行实验验证和优化,最终达到该多孔材料的数字化设计、制造、力学性能分析等目的。我们的研究基于医疗器械市场中应用数量巨大的“骨代品”进行。
随着人口老龄化以及生活节奏的加快,植入体在临床医学中的需求量越来越大。但是传统植入体都是人体骨自移植或者组织工程骨的方法获得,但是这些植入体大多适用于形状不复杂、面积不大骨移植的情况。形状复杂、面积较大的骨代品一般是采用传统方法制造的实体植入体,这些植入体存在“应力屏蔽”现象,容易造成骨坏死、植入失败等问题。人工骨的制造首先需要了解人体自然骨骼的性能、功能和结构。人体自然骨首先需要具有较高的承载以及抵御外力伤害的能力,即抗压强度和韧性。从结构上看,人体自然骨具有双层结构松质骨和密质骨,各具有不能的性能和功能。多孔结构一方面降低其强度,提高韧性;另一方面有利于骨细胞的長入以及营养物质的输运,即提高其生物兼容性。
研究中我们根据人体自然骨的受力要求采用拓扑优化进行多孔结构的点阵胞元设计(图3),采用数字化方法对单胞进行组合,构建出不同孔隙率和胞元尺寸的多孔结构,通过可制造性实验优化、制造了多孔材料,并通过模拟和试验对不同规格多孔结构的性能进行研究。并通过专业软件建立多孔结构模型,研究强度、弹性模量等性能与结构参数之间的数字化关系,旨在实现多孔材料的性能的调控。研究中采用拓扑优化设计方法(TOP)根据人体骨骼的受力特点进行点阵单元结构设计、SLM制造及其生物机械性能评价等研究。结果表明:该点阵阵列的弹性模量与加载时的受力方向有关,与点阵阵列的层数无关,如图4所示。图4b也揭示了弹性模量随着点阵单元密度(尺寸)的增加而减小的特点,多孔材料中与人体骨骼中骨密质和骨松质相匹配的点阵阵列。图5a揭示点阵阵列的抗压强度随着孔隙率的增加而减小,并给出与人体骨骼中骨密质和骨松质抗压强度匹配的点阵阵列;根据传统多孔材料的受力变形行为理论,我们设计、制造的多孔材料受压变形行为分为强化型、脆断型和弹性变形三类。图6a为基于经典Gibson-ashby模型建立的点阵阵列参数、孔隙率与弹性模量之间的三维关系图,为制造定制化性能的多孔材料提供了理论基础;下一步将进行梯度点阵阵列材料的设计与性能评价方面的研究(图6b)。


基于上述研究,本课题组建立了多孔材料的仿真模型,以具有相同孔隙率不同胞元尺寸的多孔结构为例,进行准静态受力分析(图7),并与实际的性能测试结果进行比较。图8 给出了该模型的受力变形过程,以及受力变形过程中结构内部的应力、应变演化情况。上述研究的成功实施有利于对数字化多孔材料的变形行为进行有效预测以及为制造性能可控的定制化多孔材料奠定基础。上述研究对功能梯度多孔材料性能预测及定制化提供基础。
采用数字化手段设计、制造多孔材料并评价其受力行为意义非常重大。一方面航空航天领域需要轻质高强的多孔材料;另一方面减震、吸能及缓冲材料在工业领域用途很广。本研究以具有功能梯度的骨小梁结构为例,重在探讨其中的规律以及可行性。
SLM加工材料过程中熔池内具有超高的温度梯度和冷却速度,完全不同于传统铸造以及熔覆成形过程,因而SLM加工的金属材料一般晶粒细小、成分偏析小,抗拉强度和屈服强度较高,但是具有较低的延伸率和疲劳性能。鉴于其在航空航天、医疗以及其他工业应用领域的巨大优势,如何使SLM制造零部件的综合机械性能达到锻件水平是一个“永恒”的课题。项目组在该方面的研究主要基于上面对SLM过程进行的模拟研究提供的底层数据信息,及熔池内温度梯度、冷却速度、流场以及SLM加工金属材料过程中温度、热通量演化过程等信息,研究上述信息对熔池金属凝固过程的影响,从而达到控制微观组织生成的目的。
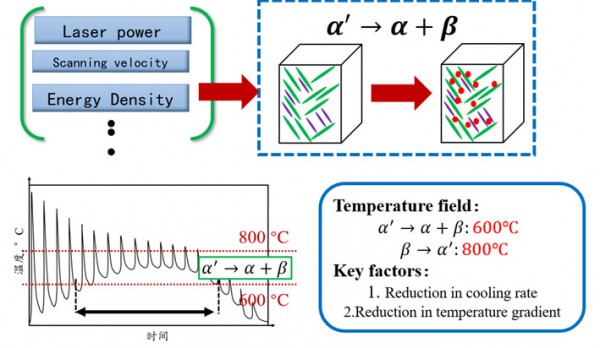
采用激光选区熔化加工金属材料过程中,很多因素影响熔池内的温度梯度和冷却速度,如激光功率、扫描速度、搭接率、层厚、光斑直径、预热温度计支撑结构的类型等直接或者间接影响熔池温度场及散热的因素。首先SLM加工过程中速度较快,其次上述影响因素相互关联,因而控制的难度较大。一般来说,SLM加工Ti6Al4V材料的微观组织中主要为极细针状 马氏体组织,这种组织的性能往往表现为较高高拉伸和屈服强度,但是延伸率比较低。采用适当的热处理可以把延伸率提高到10%左右。但是这样的工艺过程是两步法,我们的目标是在无需热处理的情况下直接提高SLM加工的Ti6Al4V材料的延伸率。这样就需要在SLM加工Ti6Al4V过程中营造Ti6Al4V合金发生原位分解的条件,即原位发生
马氏体组织,这种组织的性能往往表现为较高高拉伸和屈服强度,但是延伸率比较低。采用适当的热处理可以把延伸率提高到10%左右。但是这样的工艺过程是两步法,我们的目标是在无需热处理的情况下直接提高SLM加工的Ti6Al4V材料的延伸率。这样就需要在SLM加工Ti6Al4V过程中营造Ti6Al4V合金发生原位分解的条件,即原位发生 转变,从而直接提高SLM加工的Ti6Al4V材料的综合性能。一般发生转变的温度窗口在为600~800之间。超过800将发生
转变,从而直接提高SLM加工的Ti6Al4V材料的综合性能。一般发生转变的温度窗口在为600~800之间。超过800将发生 的转变。因而SLM加工的Ti6Al4V原位分解是较难控制的,其调控的基本原理如图9所示。
的转变。因而SLM加工的Ti6Al4V原位分解是较难控制的,其调控的基本原理如图9所示。
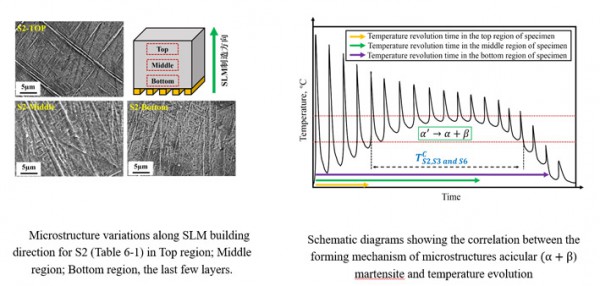
此外,由于SLM制造零件过程的热累计效应,SLM加工Ti6Al4V的零部件距离底板的不同位置处发生转变的程度不同(如图10所示)。这也是我们再研究中需要控制的情况之一。经过研究,我们制造的试样拉伸性能测试结果表明,Ti6Al4V 经过原位分解后,在提高延伸率的同时,仍保持较高的屈服强度,屈服强度达到1100 MPa以上,延伸率达到8%。断裂机制为韧性断裂。
从上面可知,我们在基于SLM过程的数值模拟、“数字材料”的设计以及力学行为评价、3D打印材料的微观组织和力学性能调控等三个方面的研究中,均采用了数字的手段(数字设计、数字模拟机数字评价),重在提取研究中的共性问题、规律性的问题,在这样的研究基础上,我们把基础研究中获得的规律推及到工业应用中。诚然,我们的研究中数字化还没有完全覆盖整个研究过程,上述的每个研究过程还是孤立的,未来的目标是进一步深化上述研究的数字化过程,还有就是用数字化手段逐渐把上述三个方面结合起来。
参考文献
1.Dongyun zhang, Pudan Zhang, Zhen Liu, Zhe Feng, Chengjie Wang, Yanwu Guo, Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy, Additive Manufacturing, 2018.03.26, 21:567~578.
2.Yangli Xu, Dongyun Zhang, Songtao Hu, Runping Chen,Yilei Gu, Xiangsen Kong, Jiongming Tao,Yijian Jiang, Mechanical properties tailoring of topology optimized and selective laser melting fabricated Ti6Al4V lattice structure, Journal of the Mechanical Behavior of Biomedical Materials, 2019.06.21, 77: 225~239.
3.Yangli Xu, Dongyun Zhang, Yanwu Guo, Songtao Hu, Xuping Wu, Yijian Jiang, Microstructural tailoring of As-Selective Laser Melted Ti6Al4V alloy for high mechanical properties, Journal of Alloys and Compounds, 2019.10.01, https://doi.org/10.1016/j.jallcom.2019.152536
北京工业大学激光院张冬云老师自2015年3D打印中心建立起来就负责金属增材制造的研究,目前课题组毕业博士1名,在读博士1名、硕士研究生10名,课题组成员涉及材料学、材料加工及控制、光电信息、机械制造等多种专业背景。课题组在张冬云老师的带领下,近年来承担激光选区熔化(SLM)方面北京市科委重大项目2项、国基金面上项目2项、中德合作科技部重点研发项目1项、国防科工局及企业委托项目多项等,取得一系列丰硕的科研成果。已经向社会输送激光选区熔化方面硕士毕业生10余名,分布在增材制造领域的科研机构、企事业单位。

张冬云老师(右一)及其项目组成员
张冬云现工作于北京工业大学激光工程研究院,副教授,博导。1992、1995年分别获得吉林工业大学金属材料工程系焊接专业工学学士及硕士学位。1995-1999年工作于长春光学精密机械学院从事激光表面改性方面的教学和科研工作,期间作为技术骨干参加多项大型科研项目,获省部级科技进步奖三项。2000年-2004年工作于德国Fraunhofer 激光技术研究所(ILT),主要进行金属增材制造领域的研究工作,期间作为技术骨干参加了德国联邦教研部(BMBF)和研究基金会(DFG)的大型项目。2004年获得德国亚琛工业大学机械制造专业工学博士学位。曾作为科技部英语、德语翻译以及激光领域专家带队访问德国教研部、激光及光制造领域研究机构及企业。
激光选区熔化的特点在于该技术突破传统制造方法的局限,可以制造形状复杂的零部件。数字模型的设计与工艺的高度结合贯穿SLM制造过程的始终。张冬云老师在激光选区熔化领域具有深厚的研究基础,在课题组建立之初就针对该技术制造复杂形状零部件及其与数字化高度融合的特点,提出了基于SLM过程的数值模拟、“数字材料”的设计以及力学行为评价、3D打印材料的微观组织和力学性能调控等三个研究方向,取得了阶段性进展。下面以该课题组最近发表的三篇文章为例,介绍他们取得的研究成果。
SLM过程中激光与粉末材料之间发生了复杂的物理、化学以及冶金反应,在这一相互作业区发生的多物理现象处于介观尺度内,光束直径在100μm左右,熔池尺寸在120-180微米区间,每个熔池从熔化到凝固只经历几ms的时间,过程“转瞬即逝”。其中发生的粉末材料对激光的反射、吸收、粉末材料的熔化、凝固过程以及熔池内热传导、马兰戈尼等现象等都会影响液态金属的结晶特性。而上述过程目前无法采用其他的方法捕捉,再现并深入理解这一过程的最好办法就是数字模拟。在考虑上述物理现象的基础上,采用具有“多物理现象”模型模拟SLM过程中的温度场演化历史、熔池内流体流动的特点,“再现”SLM过程中,为分析液态金属的结晶特点提供了底层信息,从而找到改变SLM过程中超高的温度梯度和超快的冷却速度的方法、促进液态金属直接向所需特征组织的转变。
在对SLM过程进行数值模拟的过程中我们利用有限元模拟软件中的固体传热模块和层流模块建立了选区激光熔化成形Inconel718合金过程中温度场的三维瞬态有限元模型,模型考虑了材料热物理参数的非线性变化、激光束在粉床内的穿透作用以及熔池内的Marangoni效应。并利用该模型模拟研究了SLM过程中热量流动状态对熔池形貌以及熔池冷却过程中晶粒的生长形貌的影响,同时利用SLM实验对模拟结果进行了实验验证。
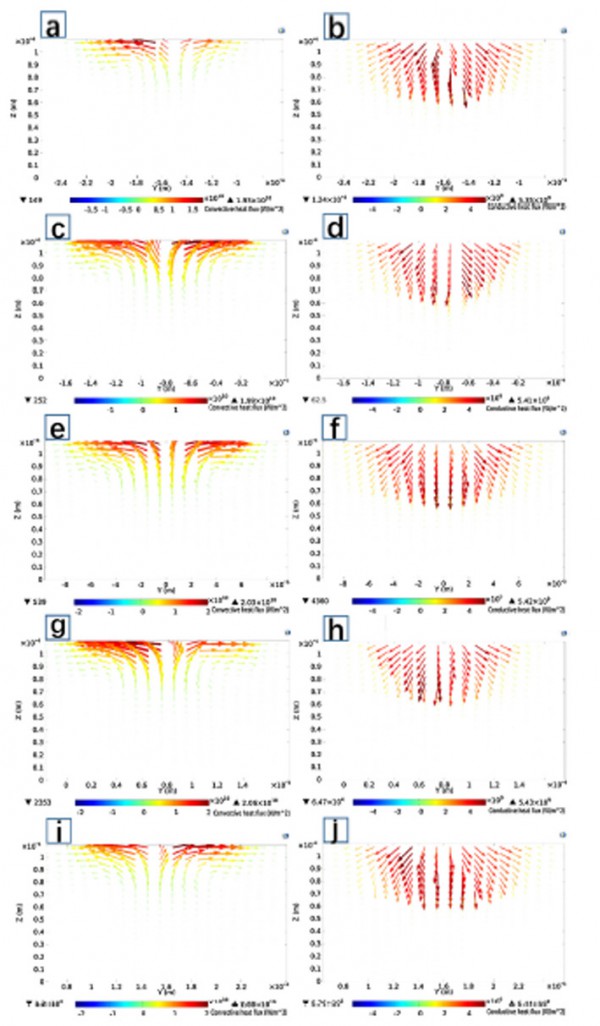
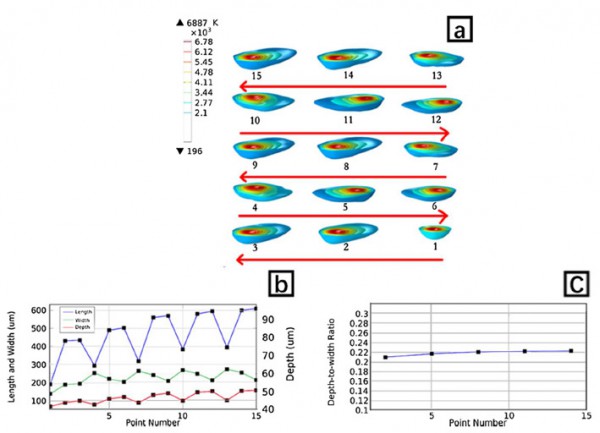
上述研究结果表明,熔池表面温度梯度引起的表面张力驱动马兰戈尼对流,SLM加工过程中马兰戈尼对流以外向对流为主。在熔池形成过程中,马兰戈尼对流包括对流热通量和传导热通量,两者对熔池形状均有影响,然而熔池表面张力引起的Marangoni效应使得对流热通量在熔池内部传热过程中起主导作用(图1),比传导热通量大一个数量级,并决定熔池的形貌特征。热累积效应会显著增加熔池的尺寸,并在加工至第五条扫描轨迹时,熔池尺寸趋于平稳。模拟研究结果也阐释了五道连续扫描过程中热量积累增加了对流和传导热通量,导致熔池宽度和深度增加,但对流热通量对熔池形状的主导作用没有改变。通过对连续五道扫描轨迹不同位置熔池形状和尺寸变化的模拟结果可以看出,在连续的热输入过程中,熔池的长度变化大于熔池的深度和宽度(图2)。激光功率和扫描速度通过改变能量输入影响熔池的尺寸以及熔池的稳定性;搭接率主要通过热累积效应影响扫描轨迹间的冶金结合强度;粉床厚度主要通过改变层与层之间的重熔区域来影响层与层之间的冶金结合强度。
数值模拟仿真可以高效、低成本地研究SLM工艺过程中温度场、粉末熔化行为、熔池流动以及残余应力与变形规律等,揭示工艺过程内在的物理规律,更好地控制工艺过程。该模拟结果可以通过修改热物理参数推广至其他材料。也可以进一步成为多道多层SLM过程的温度场演化甚至应力场演化的数值模拟。对3D打印过程的组织性能预测以及应力应变预测具有指导作用。模拟过程可以减少实验环节进而节省时间和费用。

图1 五道连续扫描轨迹中点处对流热通量(a、c、e、g、i)和传导热通量(b、d、f、h、j)矢量图

图2 连续五道扫描过程中不同位置处熔池形貌及尺寸:(a)不同位置处熔池形貌;(b)不同位置处熔池的尺寸;(c)不同扫描轨迹线中点位置熔池深宽比
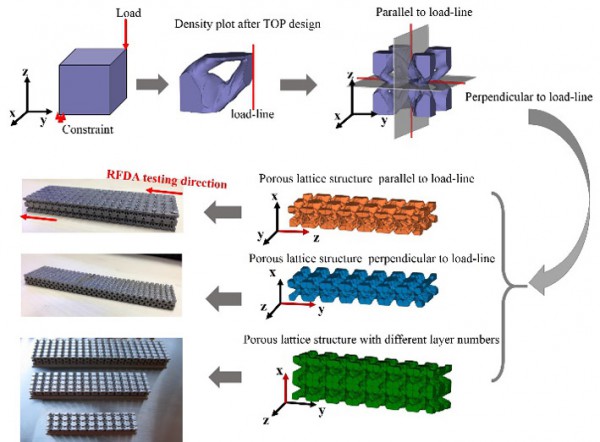
上文提到,激光选区熔化的特点在于突破传统制造技术的瓶颈,能够快速制造形状任意、结构精细、复杂的零部件。随着计算科学和优化算法的迅速发展,结构拓扑优化的研究和应用得到了巨大的发展。结构优化设计旨在通过对零部件的尺寸、形状及拓扑等参数进行合理的调整,使零部件的结构在满足强度、刚度、稳定性、可制造性等一种或多种设计要求的前提下,获得指定性能的最优数字化设计,比如重量最轻等。本课题组的研究就是通过拓扑优化方法设计胞元结构,构造多孔材料,采用有限元进行力学性能模拟得到一系列的性能指标并进行实验验证和优化,最终达到该多孔材料的数字化设计、制造、力学性能分析等目的。我们的研究基于医疗器械市场中应用数量巨大的“骨代品”进行。
随着人口老龄化以及生活节奏的加快,植入体在临床医学中的需求量越来越大。但是传统植入体都是人体骨自移植或者组织工程骨的方法获得,但是这些植入体大多适用于形状不复杂、面积不大骨移植的情况。形状复杂、面积较大的骨代品一般是采用传统方法制造的实体植入体,这些植入体存在“应力屏蔽”现象,容易造成骨坏死、植入失败等问题。人工骨的制造首先需要了解人体自然骨骼的性能、功能和结构。人体自然骨首先需要具有较高的承载以及抵御外力伤害的能力,即抗压强度和韧性。从结构上看,人体自然骨具有双层结构松质骨和密质骨,各具有不能的性能和功能。多孔结构一方面降低其强度,提高韧性;另一方面有利于骨细胞的長入以及营养物质的输运,即提高其生物兼容性。
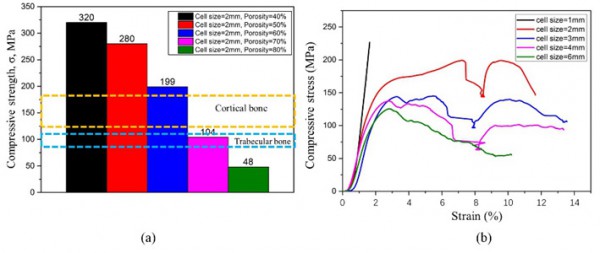
研究中我们根据人体自然骨的受力要求采用拓扑优化进行多孔结构的点阵胞元设计(图3),采用数字化方法对单胞进行组合,构建出不同孔隙率和胞元尺寸的多孔结构,通过可制造性实验优化、制造了多孔材料,并通过模拟和试验对不同规格多孔结构的性能进行研究。并通过专业软件建立多孔结构模型,研究强度、弹性模量等性能与结构参数之间的数字化关系,旨在实现多孔材料的性能的调控。研究中采用拓扑优化设计方法(TOP)根据人体骨骼的受力特点进行点阵单元结构设计、SLM制造及其生物机械性能评价等研究。结果表明:该点阵阵列的弹性模量与加载时的受力方向有关,与点阵阵列的层数无关,如图4所示。图4b也揭示了弹性模量随着点阵单元密度(尺寸)的增加而减小的特点,多孔材料中与人体骨骼中骨密质和骨松质相匹配的点阵阵列。图5a揭示点阵阵列的抗压强度随着孔隙率的增加而减小,并给出与人体骨骼中骨密质和骨松质抗压强度匹配的点阵阵列;根据传统多孔材料的受力变形行为理论,我们设计、制造的多孔材料受压变形行为分为强化型、脆断型和弹性变形三类。图6a为基于经典Gibson-ashby模型建立的点阵阵列参数、孔隙率与弹性模量之间的三维关系图,为制造定制化性能的多孔材料提供了理论基础;下一步将进行梯度点阵阵列材料的设计与性能评价方面的研究(图6b)。

图3采用拓扑优化方法设计的点阵单元及其设计负载方向、阵列堆叠方向与RFDA测试方向的关系

图4(a)网格阵列弹性模量及其影响因素;(b)网格阵列结构参数对弹性模量的影响

图5 (a)网格阵列结构参数对抗压强度的影;(b)网格阵列结构的受压变形曲线

图6 (a)弹性模量与网格阵列结构参数三维关系、梯度网格结构弹性模量的选择及(b)SLM制造的网格结构
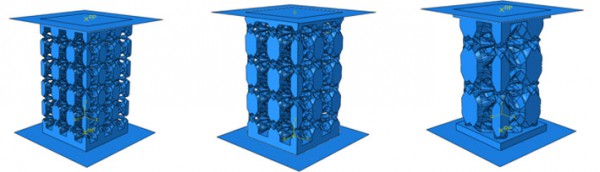
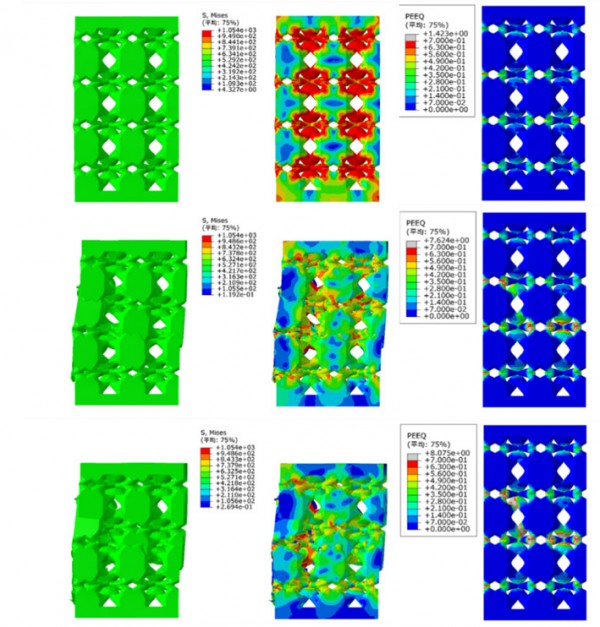
基于上述研究,本课题组建立了多孔材料的仿真模型,以具有相同孔隙率不同胞元尺寸的多孔结构为例,进行准静态受力分析(图7),并与实际的性能测试结果进行比较。图8 给出了该模型的受力变形过程,以及受力变形过程中结构内部的应力、应变演化情况。上述研究的成功实施有利于对数字化多孔材料的变形行为进行有效预测以及为制造性能可控的定制化多孔材料奠定基础。上述研究对功能梯度多孔材料性能预测及定制化提供基础。
采用数字化手段设计、制造多孔材料并评价其受力行为意义非常重大。一方面航空航天领域需要轻质高强的多孔材料;另一方面减震、吸能及缓冲材料在工业领域用途很广。本研究以具有功能梯度的骨小梁结构为例,重在探讨其中的规律以及可行性。

(a)3mm (b)4mm (c)6mm
图7 用于准静态受力行为分析的具有相同孔隙率不同胞元尺寸的多孔结构模型:(a)3mm; (b)4mm;(c)6mm。

图8 数字化材料受力行为分析: (a)变形过程;(b)应力分布随着变形过程的演化;(c)应变随着变形过程的演化
SLM加工材料过程中熔池内具有超高的温度梯度和冷却速度,完全不同于传统铸造以及熔覆成形过程,因而SLM加工的金属材料一般晶粒细小、成分偏析小,抗拉强度和屈服强度较高,但是具有较低的延伸率和疲劳性能。鉴于其在航空航天、医疗以及其他工业应用领域的巨大优势,如何使SLM制造零部件的综合机械性能达到锻件水平是一个“永恒”的课题。项目组在该方面的研究主要基于上面对SLM过程进行的模拟研究提供的底层数据信息,及熔池内温度梯度、冷却速度、流场以及SLM加工金属材料过程中温度、热通量演化过程等信息,研究上述信息对熔池金属凝固过程的影响,从而达到控制微观组织生成的目的。
采用激光选区熔化加工金属材料过程中,很多因素影响熔池内的温度梯度和冷却速度,如激光功率、扫描速度、搭接率、层厚、光斑直径、预热温度计支撑结构的类型等直接或者间接影响熔池温度场及散热的因素。首先SLM加工过程中速度较快,其次上述影响因素相互关联,因而控制的难度较大。一般来说,SLM加工Ti6Al4V材料的微观组织中主要为极细针状
 马氏体组织,这种组织的性能往往表现为较高高拉伸和屈服强度,但是延伸率比较低。采用适当的热处理可以把延伸率提高到10%左右。但是这样的工艺过程是两步法,我们的目标是在无需热处理的情况下直接提高SLM加工的Ti6Al4V材料的延伸率。这样就需要在SLM加工Ti6Al4V过程中营造Ti6Al4V合金发生原位分解的条件,即原位发生
马氏体组织,这种组织的性能往往表现为较高高拉伸和屈服强度,但是延伸率比较低。采用适当的热处理可以把延伸率提高到10%左右。但是这样的工艺过程是两步法,我们的目标是在无需热处理的情况下直接提高SLM加工的Ti6Al4V材料的延伸率。这样就需要在SLM加工Ti6Al4V过程中营造Ti6Al4V合金发生原位分解的条件,即原位发生 转变,从而直接提高SLM加工的Ti6Al4V材料的综合性能。一般发生转变的温度窗口在为600~800之间。超过800将发生
转变,从而直接提高SLM加工的Ti6Al4V材料的综合性能。一般发生转变的温度窗口在为600~800之间。超过800将发生 的转变。因而SLM加工的Ti6Al4V原位分解是较难控制的,其调控的基本原理如图9所示。
的转变。因而SLM加工的Ti6Al4V原位分解是较难控制的,其调控的基本原理如图9所示。

图9 SLM加工Ti6Al4V过程原位分解调控基本原理图
此外,由于SLM制造零件过程的热累计效应,SLM加工Ti6Al4V的零部件距离底板的不同位置处发生
转变的程度不同(如图10所示)。这也是我们再研究中需要控制的情况之一。经过研究,我们制造的试样拉伸性能测试结果表明,Ti6Al4V 经过原位分解后,在提高延伸率的同时,仍保持较高的屈服强度,屈服强度达到1100 MPa以上,延伸率达到8%。断裂机制为韧性断裂。

图10 SLM加工Ti6Al4V组织试样不同位置处组织的差异以及原位调控SLM加工Ti6Al4V组织
从上面可知,我们在基于SLM过程的数值模拟、“数字材料”的设计以及力学行为评价、3D打印材料的微观组织和力学性能调控等三个方面的研究中,均采用了数字的手段(数字设计、数字模拟机数字评价),重在提取研究中的共性问题、规律性的问题,在这样的研究基础上,我们把基础研究中获得的规律推及到工业应用中。诚然,我们的研究中数字化还没有完全覆盖整个研究过程,上述的每个研究过程还是孤立的,未来的目标是进一步深化上述研究的数字化过程,还有就是用数字化手段逐渐把上述三个方面结合起来。
参考文献
1.Dongyun zhang, Pudan Zhang, Zhen Liu, Zhe Feng, Chengjie Wang, Yanwu Guo, Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy, Additive Manufacturing, 2018.03.26, 21:567~578.
2.Yangli Xu, Dongyun Zhang, Songtao Hu, Runping Chen,Yilei Gu, Xiangsen Kong, Jiongming Tao,Yijian Jiang, Mechanical properties tailoring of topology optimized and selective laser melting fabricated Ti6Al4V lattice structure, Journal of the Mechanical Behavior of Biomedical Materials, 2019.06.21, 77: 225~239.
3.Yangli Xu, Dongyun Zhang, Yanwu Guo, Songtao Hu, Xuping Wu, Yijian Jiang, Microstructural tailoring of As-Selective Laser Melted Ti6Al4V alloy for high mechanical properties, Journal of Alloys and Compounds, 2019.10.01, https://doi.org/10.1016/j.jallcom.2019.152536
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

